

|
|

|
Промышленный лизинг
Методички
А. Размеры клиньев для измерения шага цепи
Шаг цепи t - расстояние между осями двух роликов (втулок) внутренних и наружных звеньев цепи, измеренное в натянутом состоянии цепи под нагрузкой Ризм> принимаемой равной 1 % от разрушающей нагрузки Q. Шаг где /ц - длина измеряемого отрезка цепи, нагруженного усилием Ризм! mt - число звеньев в измеряемом отрезке, которое принимают в зависимости от величины шага: Шаг(, мм. . 8-25,4 31,75 38 и 44,45 50,8 63,5 76,2 103,2 140 38,1 и 78,1 Число звеньев т. . . 49 47 39 33 29 23 19 15 11 Величина шага изношенной цепи для внутренних и наружных звеньев неодинакова, поэтому необходимо определять средний шаг цепи на отрезке цепи, 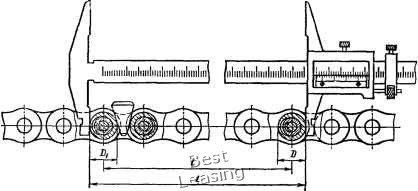 Рис. 5. Схема измерения длины контрольного отрезка цепи содержащем четное число звеньев (не менее 10). При измерении отрезка длиной 1ц цепей с шагами, непревышающими 38,1 мм, необходимо учитывать зазор, имеющийся между крайними роликами и втулками. Для этого крайние ролики измеряемого участка цепи должны быть смещены в одну сторону при помощи клина (табл. 4) и подвижной губки штангенциркуля (рис. 5). С учетом этого ;„ = L-0,5(Di + D). Удлинение цепи из-за износа шарниров (вытяжка), % 100. Диаметр ролика (втулки) D определяет значения параметров основного профиля зуба звездочки. В ГОСТ 13568-75 диаметр элемента зацепления (ролика, втулки) обозначен di, в ГОСТ 591-69 он обозначен D, а в ГОСТ 592-75- Вц, поэтому с целью унификации в справочнике диаметр ролика (втулки) обозначен D. К обобщающему параметру цепи, определяющему особенность зацепления цепи с зубьями звездочки, следует отнести геометрическую характеристику зацепления цепи к= -jy. Расстояния между внутренними пластинами Вен и между осями рядов Ар цепи (в ГОСТ 13568-75 обозначено А) определяют значения параметров поперечного профиля зуба звездочки. Несущая способность цепи характеризуется проекцией опорной поверхности шарнира Fou = rf(BBH-f 2s). где d -диаметр валика; s - толщина пластины. Разрушающая нагрузка Q цепи - минимальная статическая нагрузка, при которой начинается разрушение цепи. Материалы цепей. Пластины выполняют из закаливаемых сталей, например сталей 45, 50, 40Х, 40ХН и др. Твердость в зависимости от типа цепи и шага колеблется в пределах HRC 26-45. Валики и втулки для цепей всех типов н шагов, за исключением цепей типа ПРИ, изготовляют из цементуемых сталей, например из сталей 15, 20, 15Х, 20Х, 12ХНЗ и др. Их твердость после цементации и закалки должна быть HRQ 54-65. Валики цепей типа ПРИ выполняют нз закаливаемых сталей, обеспе-  Рис. 6. Зубчатая цепь с шарнирами качения по ГОСТ 1.1552 - 68 Зубчатая цепь с шарннра.ми качения (рис. 6) состоит из рабочих и направляющих пластин, соединенных между собой призмами. Рабочая пластина / имеет зубообразную форму и два фасонных отверстия для сегментных призм. Направляющая пластина 2 не имеет среднего выреза и предназначена для предохранения цепи от соскакивания со звездочек. Неподвижный 5 и подвижный 4 вкладыши имеют криволинейную поверхность, очерченную одним и тем же радиусом. На вкладыш 5 напрессована шайба. Длина вкладыша 4 равна ширине цепи. Соединительная призма с шайбой и шплинтом предназначена для соединения концов цепи при монтаже и разъединения при демонтаже. Зубчатые приводные цепи следует изготовлять из стали по ГОСТ 1050-74, при этом для пластин применяют сталь 50, обеспечивая твердость HRC 38-45; для прнзм - сталь 15 или 20, подвергая их цементации и закалке до твердости HRC 52-60; для шайб - сталь 50, обеспечивая твердость HRC 30-38. Приводные зубчатые цепи целесообразно применять в цепных передачах, для которых требуется высокая кинематическая точность, повышенная плавность и бесшумность работы, а также в передачах, работающих при скоростях движения цепи у > 5 м/с и больших значениях передаваемой мощности. • с 1 января 1981 г. вводится ГОСТ 13552-В1. Пример условного обозначения приводной зубчатой цепи типа 1 с шагом =19,05 мм, с разрушающей нагрузкой 74 Кн и рабочей шириной fc=45 мм по ГОСТ 13552-81: Цепь ПЗ-1-19,05-74-45 ГОСТ 13552-81 чивая твердость HRC 45-55, а втулки для них можно изготовлять как из закаливаемых, так и цементуемых сталей прн условии обеспечения твердости HRC 45-55. Ролики цепей всех типов и шагов, за исключением типа ПРИ, выполняют как из закаливаемых, так и из цементуемых сталей, обеспечивая в зависимости от тина цепей твердость для закаливаемых сталей HRC 47-62, для цементуемых HRC 42-50. Ролики цепей типа ПРИ изготовляют из нецементуемых сталей при обеспечении твердости HRC 35-45, Зубчатые цепи Зубчатые цепи обеспечивают более плавную работу с меньшим шумом, чем роликовые цепи. Они обеспечивают также высокую кинематическую точность передачи благодаря равномерному изменению шага в процессе работы и обладают повышенной надежностью вследствие отсутствия роликов и втулок, а также благодаря тому, что разрыв одной пластины не приводит к разрыву всего звена. Зубчатая цепь (табл. 5) с одним н тем же шагом может быть использована для передачи мощностей в большом диапазоне благодаря возможности изменения ширины цепи в больших пределах. Сцепление цепи со звездочкой осуществляется зубьями пластин, набор которых образует две опорные поверхности. Угол наклона рабочих граней а пластин цепи по ГОСТ 13552-68* принят постоянным и равным 60°, что определяет малую кинетическую энергию удара набора пластин цепи о зуб звездочки в момент вхождения их в зацепление. 0 1 2 3 [ 4 ] 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||