

|
|

|
Промышленный лизинг
Методички
Выбор основного профиля с учетом технологии формообразования зубьев При конструировании звездочек необходимо учитывать технологию формообразования зубьев. Профиль зуба обусловливает трудоемкость изготовления профилировочных инструментов и самих звездочек, себестоимость их изготовления и производительность формообразования зубьев. По ГОСТ 592-75 можно выбрать оптимальный профиль зуба и связанные с ним параметры с учетом принятого способа профилирования, а для формообразования зубьев с профилем по ГОСТ 591-69 способом радиальной штамповки или способом копирования дисковой фрезой требуется для каждого числа зубьев иметь свой профилирующий инструмент, так как угол впадины является переменным и определяется в зависимости от числа зубьев: a = 55°-i2!-. Путем группирования углов впадины можно значительно сократить разнотипность и число профилирующих инструментов, не снижая оптимальности профиля зуба. Такая группировка предусмотрена в ГОСТ 592-75. Угол впадины Р и угол заострения зуба 2у по ГОСТ 592-75 взаимосвязаны: P=2v+a,. (24) Половина угла заострения у принимается из условия свободного выхода цепи из зацепления с зубьями звездочки: у > l,2arctg i, где [х - коэффициент трения-скольжения в паре ролик цепи - зуб звездочки. При коэффициенте трения, равном 0,15, угол •утшДолжен быть не менее 10° 30. Максимальное значение угла Ymax принимается из условия снижения ударных нагрузок в момент вхождения элемента цепи в зацепление с зубьями звездочки, которое зависит от угла давления ролика цепи на зуб звездочки яр. Максимальное значение угла у ие должно превышать 20° [3]. Варьируя углом у, целесообразно для унификации инструмента угол впадины Р принимать постоянным в возможно большем интервале зубьев. С учетом этого максимальное и минимальное числа зубьев принимают по зависимостям 2mln = 360° P~-2v„ax 360° Р -2Vn>in (25) На рис. 15 представлено решение системы (25) в диапазоне оптимальных значений угла у = 14-=- !8°. При проектировании унифицированного инструмента для изготовления зубьев способом копирования необходимо наряду с постоянным углом впадины обеспечивать идентичность профиля впадины по всем остальным размерам: высоте ножки зуба й„, радиусу впадины г, смещению центров дуг впадины ё, высоте прямолинейного профиля зуба fir и радиусу закругления головки зуба г. Рис. 15. Диаграмма для выбора уиифиииро-ваииого угла впадииы р и интервалов числа зубьев г с унифицированной формой впадины в диапазоне значений половины угла заострения зуба V = 14-м 8° 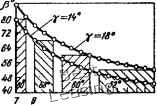 fS ts 17 19 Hi Высота ножки зуба Ан возрастает с увеличением числа зубьев. В интервале чисел зубьев с постоянным углом Р она возрастает почти на 0,01/. Но поскольку ГОСТ 592-75 допускает отклонение высоты ножки зуба, которое значительно больше ее изменения в интервале чисел зубьев с Р = const, высоту ножки зуба можно принять постоянной и равной высоте ножки зуба звездочки с максимальным числом зубьев в интервале Дг шах max С учетом этого диаметр окружности впадин звездочек, изготовленных унифицированным инструментом, = rf«-2H = rf„-rf„,„ax + .max. Расположение центров дуг впадин для улучшения зацепления и в целях экономии металла следовало бы предусматривать с максимальным смещением. Однако при изготовлении звездочек радиальной штамповкой с увеличением смещения уменьшается компенсационный объем в вершине зуба и увеличивается смещенный объем во впадине, поэтому из предусмотренного ГОСТ 592-75 смещения центров дуг впадин (0,01/-=-0,05/) рационально принимать минимальное, т. е. ё = 0,01/. Радиус впадин зуба г в соответствии с ГОСТ 592-75 для звездочки одного шага имеет одинаковое значение. Радиус скругления вершины основного профиля целесообразно иметь максимальным. В интервале чисел зубьев с постоянной величиной угла впадины Р он изменяется незначительно (~0,005/), поэтому его можно принимать постоянным и определять по формуле Гц = (l -COSVmln. где Ymin - половина угла зуба для звездочек с минимальным числом зубьев в интервале с Р = const. При небольших шагах (/ <5 25,4 мм) закруглением вершины зуба можно пренебречь и принять профиль зуба прямолинейным по всей его длине. Высота прямолинейного участка зуба hr при унифицированном радиусе Га и изменяющемся угле у в интервале чисел зубьев колеблется на ~0,02/, что дает возможность принимать ее постоянной и равной для звездочки с минимальным числом зубьев в интервале hr = Г2 sin Vmln- Профиль унифицированной впадины для интервала числа зубьев с р = = const строят по значениям диаметров окружностей впадин и выступов зубьев De и углового шага для звездочки с максимальным числом зубьев в интервале. При этом расчетная величина диаметра выступов De должна превышать номинальную величину Deu- = />,н + 0,2/-6д, - отклонение диаметров выступов по hl6 СТ СЭВ 144-75. В табл. 7 приведены параметры унифицированной впадины зуба, полученные в результате расчета унифицированного профиля радиального пуансона для штамповки звездочек с геометрической характеристикой зацепления Я <: 2,2, иа рис. 16 представлено его построение. 7. Параметры унифицированной впадины звездочки и унифицированного профиля радиального пуансона для штамповки звездочек с шагом t = 19,05 мм в интервале чисел зубьев 16 - 22 (по ГОСТ 5 92-75)
При выборе ширины В следует во избежание встречи радиальных пуансонов в момент завершения штамповки предусматривать зазор между ними, который имеет минимальную величину при штамповке звездочек с максимальным числом зубьев в интервале с Р = const; его определяют по формуле 7г / 180° = 0,5De ( Центральный угол впадины (см. рис. 16) фк= Фа Готовцев А. А. и др. -arccos DeR2 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 [ 51 ] 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||