

|
|

|
Промышленный лизинг
Методички
19. Конструктивные исполнения ступиц Звездочка Эскиз Параметры Дисковая (без ступицы) Jtrk-I- Ci = Cs = О С симметричной ступицей Я = 2А -Ь fc, == fc, (1 + 2е); h с асимметричной ступицей Я = Л, -f fc. -Ь ft. = = Ь. (1 + Е, + Ег); е.- - . е.- - . при А, < ftj Е, < Et с односторонней ступицей И = fti + ь, == *. <1 + El); ft. е. = О >0; С утопленной ступицей Я = Л, -f 6, - Л. = = Ь, (1 -f е, + Cs): Сту11И11а. Расположение ступицы относительно .зубчатого венца может быть как симметричным, так и асимметричным (табл. 19). Наибольшее распространение в промышленности получили звездочки с асимметричным расположением ступицы, так как в большинстве случаев конструкторы используют ступицу в качестве компенсирующего звена в размерной цепи. В результате только в отрасли сельскохазяйственного машиностроения прн использовании 50-60 типоразмеров звездочек для втулочных и роликовых цепей по шагу и числу зубьев кол»,чество их по длине и расположению стуииц достигает около 500 наименований. Между тем более выгодными и в эксплуатации, и прн изготовлении являются звездочки с симметричны.м расположением ступицы. В эксплуатации - для нереверсивных передач, которые составляют основную массу, при износе одной стороны бокового профиля зубьев представляется возможность, повернув звездочку на валу на 180% ввести в зацепление с цепью ранее не работавшую сторону зубьев, что равносильно установке новой .звездочки. Прн изготовлении уменьшается расход металла за счет уменьшении объема, образуемого технологическими уклонами, упрощается конструкция технологической оснастки, удлиняется срок ее службы, снижается брак. Зубчатый венец. В поперечном сечении зубья н обод могут быть выполнены так, как показано на рис. 36. Конструкцию зубчатого венца, у которого толщины еубьев и обода на всей ширине последнего равны (рис. 36, а), применяют в дисковых звездочках почти всех размеров, а также в ступичных звездочках малых и 
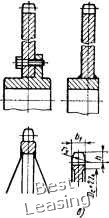 Рис. 36. Конструктивные исполнения зубчатых венцов звездочек средних диаметров. Предпочтение такой конструкции следует отдавать при использовании сборных звездочек, состоищих из зубчатых дисков и ступиц, соединяемых между собой различными способами. Указанная конструкция технологична, наиболее рациональна для изготовления способами радиальной штамповки и поперечной накатки. Зубчатые венцы с утолщенным по сравнению с зубьями ободом (рис. 36, б) применяют в ступичных звездочках больших диаметров, имеющих в большинстве случаев спицы. Уширенную часть обода обычно по торцам не обрабатывают. Обработке по торцам подвергают лишь ту часть обода, которая перекрывается пластинами цепи. Диаметр обработанной части обода Dc выбирают таким, чтобы сохранялся гарантированный зазор между пластинами цепи и ободом с учетом износа зубьев. В соответствии с ГОСТ 592-75 Do = йд - 1,3D. Конструкции зубчатых венцов с ободом, толщина которого равна или больше толщины зубьев, и соединительным диском или ступицей, толщина которых меньше или равна толщине зубьев (рис. 36, е), используют в звездочках больших диаметров в целях экономии металла. Зубья (табл. 20). Звездочки с монолитными зубьями (эск. 1, а) находят самое широкое применение в технике, так как обладают высокой прочностью и износостойкостью. Такие стальные звездочки используют в качестве ведущих и ведомых в скоростных, сильно нагруженных передачах, при непременном условии соответствующей термической обработки зубьев. В целях экономии дорогостоящей стали основу такой звездочки можно изготовить из недорогих металлов, а облицовочный слой из износостойкой прочной стали (эск. 1, б). Однако в этом случае необходимо иметь в виду, что такие зубьи можно получить лишь способом радиальной штамповки, в процессе которой происходит кузнечная сварка облицовочного слоя с основой зубьев. Пакетные зубья (эск. 1, е) по своей прочности и износостойкости не уступают сплошным монолитным зубьям. Такая конструкция вубьев открывает возможность изготовления звездочек нз стального листа способом контурной вырубки (листовой штамповкой) всех зубьев звездочки одновременно о последующей сборкой в пакеты и креплением зубчатых дисков между собой сваркой или заклепками. При применении монолитных зубьев в конструкциях натяжных и оттяжных звездочек не нужно подвергать зубья термообработке, так как их ресурс работоспособности больше ресурса термически обработанных ведущих и ведомых звездочек вследствие значительно меньшего силового воздействия. Стальные и чугунные звездочки с монолитными зубьями (сплошными или пакетными) на прочность обычно ие рассчитывают в связи с тем, что зубья достаточно устойчивы, а тяговое усилие передаетси несколькими зубьями. В передачах, работающих при небольших нагрузках, в целях улучшения плавности их работы можно применять звездочки с монолитными зубьями из полимеров, но при этом необходимо проводить проверочный расчет зубьев на прочность. Особенно хорошо зареко.чендовали себя полимерные звездочки со сплошными зубьями (эск. 1, а) в натяжных устройствах. При необходимости повышения несущей способности зубьев полимерных звездочек их выполняют так, как показано на эск. 1, б, где облицовочный слой может быть стальным, а основа - полимерная. С той же целью наружные зубчатые диски в пакетных звездочках (эск. 1, е) выполняют стальными, а пространство между наружными стальными дисками заполняют полимерным материалом. Однако для звездочек с монолитными зубьями расходуется значительное количество материалов, они трудоемки в изготовлении, и при износе зуба на 1- 2 мм звездочка теряет свою работоспособность из-за нарушения зацепления, так как износная впадина на основном профиле зубьев при достижении определенной глубины затрудняет выход цепи из зацепления с зубьями звездочки. Поэтому в определенных условиях целесообразно применять звездочки с полыми (эск. 2, а-в) и ленточными (эск. 3, а-е) зубьями. Такие зубья обладают определенной упругостью, что смягчает удары цепи. При выборе звездочек с полыми зубьями необходимо помнить, что в отличие от звездочек с монолитными зубьями, которые изготовляют способами литья, холодной и горячей штамповкой и механической обработкой, звездочки с полыми зубьями можно получить лишь способом вытяжки из стального листа. Таким способом можно изготовить лишь звездочки с большим шагом (t > 38 мм). По конструктивным соображениям для звездочек с меньшим шагом создать работоспособный штамп не представляется возможным. Число зубьев такой конструкции должно быть не слишком большим. Ограничительным фактором при этом являются размеры стола пресса и возрастающая с числом зубьев сложность штампа. При этом необходимо иметь в виду, что стоимость штампов окупится лишь при массовом изготовлении звездочек. Толщину стенок полых зубьев определяют с учетом их прочности и износа по формуле [15] вз = + и. где бд - толщина стенкп зуба, рассчитанная из условия его прочности; би - толщина стенки зуба, равная максимально допустимой из условия зацепления глубине износной впадины. Звездочки с полыми зубьями (эск. 2, а) и.меют несущую способность ниже, чем звездочки с монолитными зубьями, поэтому находят применение в качестве ведущих и ведомых пока в передачах, работающих в легком режиме. В натяжных же устройствах их применяют во всех передачах, в том числе и в передачах, работающих в тяжелом режиме. При соединении двух зубчатых дисков внахлестку (эск. 2, б) несущая способность их возрастает, и они могут быть использованы как ведущие и ведомые в передачах, передающих значительные усилия и скорости. В целях экономии металла полыми рационально изготовлять звездочки с зубьями, у которых вершины открыты (эск. 2, е). Такая конструкция позволяет заменить контурную вытяжку зубчатых дисков контурной гибкой. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 [ 64 ] 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 |