

|
|

|
Промышленный лизинг
Методички
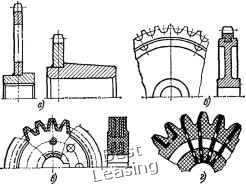 Рис. 38. Конструкция сборных звездочек с жестким неразъемным соединением венцов со ступицами  Рис. 39. Сборная сварная конструкция звездочки с зубчатым венцом, полученным поперечной накаткой Выбор посадочного диаметра da зубчатого венца указанных звездочек проводят с учетом технологических возможностей и особенностей поперечной накатки. При большом значении посадочного диаметра венца dn в процессе накатки наблюдается развальцовка отверстия, и зубчатый венец принимает форму эллипса. После накатки зубчатый венец в результате тепловой усадки может терять устойчивость, т. е. появляется коробление. Во избежание развальцовки отверстия и коробления полотна диаметр отверстия следует определять по графикам (рис. 41). При необходимости иметь в накатанном венце больший диаметр отверстия, его увеличивают вырубкой после накатки. Все более широкое распространение в последние годы получают металлополимерные звездочки (см. рис. 38, б-г). На рис. 38, б показана звездочка, у которой зубчатый венец отлит из полимера и в процессе литья соединен с металлической ступицей посредством кругового паза (типа ласточкина хвоста) и полуотверстий, расположенных по периферии металлической ступицы, что предохраняет венец от поворота. Другая конструкция звездочек (см. рис. 38, б) представляет собой облицованный слоем полимера пакет армирующих элементов, состоящий из металлических дисков, разделенных расположенными между ними шайбами. Для облицовки полимером пакет армирующих элементов устанавливают в форму и фиксируют в ней с помощью специальных отверстий. Полимерные перемычки, образующиеси при заполнении полимером зазоров между зубчатыми дисками, связывают обе профильные облицовки, образующие рабочие поверхности зуба. Соединение зубчатых дисков и шайб между собой достигается за счет заполнения полимером отверстий, предусмотренных для этой цели в пластинах. В конструкции звездочки (см. рис. 38, г) повышение надежности и несущей способности достигается тем, что армирующие элементы в виде металлических (или из другого материала высокой прочности) пластин распола-Рис. 40. Зубчатый венец, полу- гются В пластмассовом теле радиально по от-ченвый поперечной накаткой ношению К центру И направлены вдоль каждого 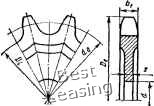 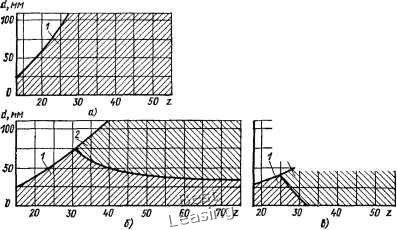 Рис. 41. Графики для выбора диаметра отверг стий заготовок под горячую накатку зубчатых венцов: а) t = 25.4 мм; s = 9 мм; б) i - 19,06 mhJ s = 8 мм; в) / = 15,875 мм; s = 5 мм; / - звездочки с устойчивым полотном; 2 - звездочки, полотно которых подлежит правке зуба по всей его длине. Каждая пластина имеет в определенных местах отверстия и пазы. Готовые пластины устанавливают в пресс-форму, в которой осуществляется формование изделия. Пластмасса в вязкотекучем состоинии проходит через отверстия и пазы в пластинах и после затвердения фиксирует и связывает пластины между собой. В зависимости от конструкции каждая из пластин может армировать: индивидуально каждый зуб, попарно расположенные рядом зубья, причем то и другое исполнение может чередоваться в определенном порядке. Конец одной или нескольких радиальных армирующих пластин, направленный к центру колеса, может быть изогнут с таким расчетом, чтобы армировать шпоночный или шлицевой паз. Составные (сборные) звездочки с жестким соединением венцов со ступвцами показаны на рис. 42. Такие конструкции звездочек обладают рядом преимуществ, к которым следует отнести многократное использование ступиц прн износе унифицированных венцов, возможность изготовления интенсивно изнашиваемых зубчатых венцов из износостойких и прочных материалов, а малоизиашиваемых ступиц - нз менее дефицитных, возможность организации производства унифицированных зубчатых венцов на специализированных предприятиях на базе прогрессивной технологии с поставкой их другим заводам, где изготовляют лишь ступицы и осуществляют сборку венцов со ступицами, поставки запасных частей потребителю только в виде зубчатых венцов без ступиц и т. д. Однако соединение венцов со ступицами с помощью болтов, винтов, заклепок недостаточно экономично ввиду излишнего расхода материалов на изготовление уширенных венцов и ступиц, болтов, винтов, гаек, заклепок, шайб, а также ввиду 5величения трудовых затрат на обработку и сборку. В связи с этим составными делают звездочки (рис. 42, с-е) только больших диаметров. В особых случаях, когда монтаж или замена быстроизнашиваемой звездочки очень затруднены, примениют разъемные конструкции (рис. 42, е). Разработан ряд конструкций, в которых соединение зубчатых венцов со ступицами осуществляют склеиванием и с помощью посадок с натягом, что позволяет выполнять составными звездочки с небольшим числом зубьев. В сборной конструкции звездочки, получаемой склеиванием, на сопрягаемых поверхностях нарезано несколько винтовых канавок. После обезжиривания обе поверхности смазывают клеем, ступицу вкладывают в венец и поворачивают 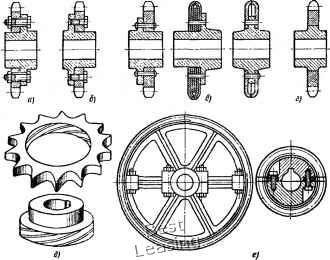 Рис. 42. Составные звездочки с жестким соединением венцов со ступицами относительно его на небольшой угол. Клей равномерно заполняет зазор между венцом И ступицей. Склеенные зубчатые колеса выдерживают в течение 3 ч при -{-150°С. Такое соединение целесообразно использовать и для звездочек цепных передач (рис. 42, д). Более экономичными являются звездочки, у которых соединение венца со ступицей выполнено по посадке с гарантированным натягом (рис. 42, г). При соблюдении определенных условий такие звездочки по несущей способности и другим эксплуатационным данным не уступают цельным. Исходя из условия обеспечения требуемой несущей способности и точности, а также в целях снижения трудоемкости соединение венцов со ступицами реко- мендуется осуществлять по посадке с натягом или при параметре шероховатости сопрягаемых поверхностей Ra= 5 мкм по ГОСТ 2789-73. Диа.метр сопряжения при заданной величине натяга и известном вращающем моменте определяют из условия отсутствия пластической деформации зубчатого венца при посадке его на ступицу. При этом в целях экономии металла следует стремиться к тому, чтобы радиальная ширина венца была минимально допустимой, а диаметр ступицы возможно большим, так как венец после износа заменяют новым, а ступицу используют многократно. Кроме того, венец в целях повышения износостойкости целесообразно изготовлять из легированной стали, а ступицы- из стали обыкновенного качества или из серого чугуна. Перед посадкой венцы составных звездочек подогревают до 200-300 "С и свободно соединяют со ступицами. Охлаждение собранной звездочки осуществляют при фиксации венца на ступице во избежание продольного его смещения до остывания. Использование унифицированных зубчатых венцов позволяет провести унификацию звездочек на базе сборных конструкций, в частности собираемых по посадке С гарантированным натягом. Унифицированные зубчатые венцы сборных звездочек, имеющие идентичные форму и размеры, крепятся к ступицам по прессовой посадке, прочность которой 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 [ 66 ] 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 |