

|
|

|
Промышленный лизинг
Методички
Продолжение табл. 23 Способ профилирования вубьев ввездочек Эскиз Область применения Выдавливание в разъемных матрицах на кривошипных прессах  В массовом и крупносерийном производствах для изготовления звездочек с симметричными ступицами, у которых диаметр венца немногим больше высоты ступицы Радиальная штамповка иа кривошипных нли гидравлических прессах в штампах со сходящимися к центру радиальными пуансонами, число которых равно числу впадин, всех зубьев за одни ход ползуна пресса  В крупносерийном и массовом производствах для изготовления стандартизированных и унифицированных звездочек (в том числе зубчатых венцов для сборных звездочек) с любым профилем зуба и числом зубьев г < 22 Контроль качества Точность зубчатого профиля звездочек в большой мере зависит от способа его профилирования. Однако независимо от этого звездочки должны подвергаться контролю по точности и твердости зубьев. Звездочки для роликовых и втулочных цепей в зависимости от скорости движения цепи выполняют по одной из пят» групп точности (табл. 24): I - D > 8 м/с, работа без реверса и сильных ударов; и > 6 м/с, работа с р¥ версом или сильными ударами; И-t)= 6-f-8 м/с, работа без реверса и сильных ударов; v= 5-6 м/с, работа с реверсом и сильными ударами; III - v<6 м/с, цепные передачи общего назначения; IV -ti<; 5 м/с, передачи общего назначения и устройства ответственного назначения; V - у<СЗ м/с, цепные передачи нестационарных машин и устройства общего назначения. 1, 11 и III группы точности соответствуют I, 2 и 3-му классам точности звездочек по ГОСТ 591-69, а IV и V группы - 1-й и 2-й степеням точности звездочек по ГОСТ 592-75. Звездочки для зубчатых цепей по ГОСТ 13576-68 выполняют двух классов точности: 1-го и 2-го (табл. 25). Звездочки 1-го класса точности применяют для цепных передач, работающих при v ;> 5-ь8 м/с, а при меньшей скорости цепи применяют звездочки 2-го класса точности. Точность по шагу зубьев в большей степени влияет на работоспособность цепной передачи в целом. Шаг звездочки для цепей всех видов должен удовлетворять условию нормального зацепления, т. е. 4 <ц- В связи с этим допускаемые отклонения по шагу зубьев 6 следует принимать для скоростных цепных передач (v > 10 м/с) отрицательными; для тихоходных цепных передач и устройств - симметричными, т. е. ±- -6 или с увеличенным отрицательным значением допуска и положительным значением допуска Звеочки для цепей 24. Допускаемые отклонения основных параметров звездочек для роликовых и втулочных целей
Шаг зубьев звездочки замеряют калибрами-роликами, радиус которых равен радиусу впадины зуба (рис. 50, а), шагомерами (рис. 50, б) или индикатором часового типа при посадке звездочки на шпиндель делительной головки (рис. 50, в). Профиль зубьев звездочки, изготовленный по группе точности i и ii, рекомендуется проверять на проекторе при увеличении 5, 10 с одновременным контролем линейного (хордального) шага зубьев. Профиль зуба менее точных звездочек можно контролировать шаблоном (рис. 50, г). Радиальное биение по впадинам зубьев проверяют с помощью индикатора часового типа. При этом звездочку насаживают на оправку и устанавливают в центрах. При проворачивании оправки со звездочкой по валику с радиусом, равным радиусу впадины, устанавливаемому во впадину зубьев, измеряют биение впадин. 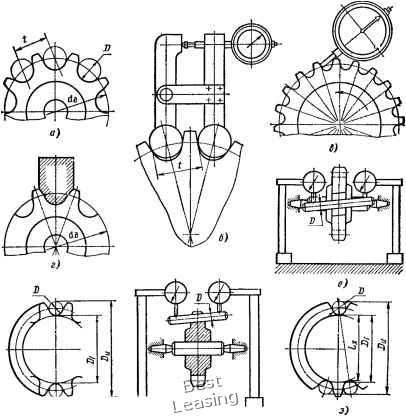 Рис. 50. Способы контроля основных параметров звездочек Торцовое биение зубьев контролируют также на оправке индикатором. Кроме того, необходимо контролировать параллельность образующей впадины зубьев отверстию ступицы и параллельность образующей рабочей части бокового профиля зубьев и оси ступицы, иначе контакт роликов (втулок) цепи и зубьев звездочек осуществляется не по всей их длине, что отрицательно сказывается на работе передачи (см. рис. 19, б). Контроль параллельности образующей впадины зубьев оси отверстия ступицы, как и параллельности образующей рабочей части зуба оси отверстия, осуществляют индикатором на оправке, устанавливаемой в центрах. Уложив ю впадину зубьев валик радиусом, равным радиусу впадины, измеряют на длине 100 мм отклонения от параллельности (рис. 50, д, ё). Обычно достаточно замеров для трех впадин (через 120°), чтобы получить полное представление. Измерение диаметра окружности впадин можно осуществить с помощью измерительных роликов (рис. 50, ж, з), диаметры которых соответствуют диаметру роликов цепи. При измерении звездочек с четным числом зубьев диаметр окружности впадин можно проверить с помощью двух роликов и скобы или штан- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 [ 71 ] 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||