

|
|

|
Промышленный лизинг
Методички
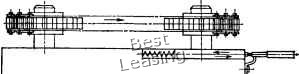 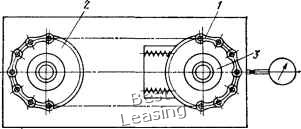 Рис. 61. Прибор для комплексной проверки зацепления эталонных цепи 1 и звездочки 2 с контролируемой звездочкой 3 генциркуля (рис. 50, ж), при нечетном числе зубьев наибольшую хорду Lx (рис. 50, з) рассчитывают по формулам, приведенным в ГОСТ 591-69 и ГОСТ 592-75. Менее точным, но комплексным и всегда доступным является измерение параметров зубчатого профиля путем наложения соответствующей цепи на зубья звездочки. При этом цепь должна располагаться по всей окружности звездочки без приложения усилий. Более достоверной комплексной проверкой является контроль зубьев звездочек на специальном приборе по способу обкатки с эталонными звездочкой и цепью (рис. 51). Кроме геометрических размеров, контролируют также механические свойства зубьев звездочки, в частности определяют твердость торцовой плоскости зубчатого венца двух противоположных зубьев. Разность твердости одной и той же звездочки не должна превышать НВ 50 или HRC 5, Глава 5 МОНТАЖ, НАСТРОЙКА И ЭКСПЛУАТАЦИЯ ЦЕПНЫХ ПЕРЕДАЧ* МОНТАЖ ЦЕПНЫХ ПЕРЕДАЧ Двухзвездные цепные передачи в зависимости от угла наклона оси передачи}) к горизонту подразделяют на: горизонтальные с я}) <: 30°; наклонные с 30°<ф < 60°; вертикальные с 60° < я}) < 90°. При работе передачи из-за погрешностей изготовления элементов передачи и погрешностей их монтажа звенья замкнутого контура цепи на ведущей ветви передачи движутся по ломаной линии 1-2-3-4 (рис. 1). В момент схождения с ведомой звездочки, когда заканчивается поворот звена вокруг шарнира цепи, ввево разворачивается в плоскости цепи на угол разворота Og, а в момент вхождения звена цепи в зацепление с ведущей звездочкой (перед началом поворота звена вокруг шарнира) звено разворачивается в плоскости цепи на угол разворота 0. Значения углов разворота определяют по формулам ез = -arctg L ; (1) е2=-(01 + 0з). (2) Комплексные погрешности монтажа, характеризуемые углами Oi, и вд, являются результатом частных погрешностей монтажа передачи, к которым относятся непараллельности валов передачи в горизонтальной и вертикальной плоскостях, оцениваемые углами наклона оси соответственно Ог и Ов, а также общее смещение срединных плоскостей звездочек относительно срединной плоскости центров зубчатых венцов bsa (см. рис. 1). Угол 6j непараллельности валов в плоскости передачи и угол 6 непарал-лельиости валов в плоскости, перпендикулярной к оси передачи, характеризуются углами Ор и Ое: 0 = Ог cos я}) - Од sin ф; 0 = Gr sin ф -[- Gj, cos ф. Для обеспечения нормальной работы цепи абсолютные значения углов Ох, ба. Оз и ©4 должны быть меньше допускаемого угла разворота [0] звена роликовой илн втулочной цепи, величина которого зависит от общего радиального зазора между втулкой и валиком и общего бокового зазора So между внутренней и наружной пластинами цепи (рис. 2), а также от условий эксплуатации передачи [6], т. е, должно выполняться условие ffiax{ej; 10,1; lOI; G4)<[0]. (4) -* Глава написана при участии В. И. Котенка. 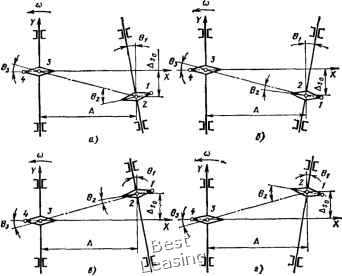 Рис. J. Схемы образования погрешностей при монтаже цепных передач: а, г - недопускаемые; б. в допускаемые; ось X - срединная пло» скость центров передачи; оси 1-2, 3-4 - срединные плоскости звездочек Допускаемое значение угла разворота [в] звена цепи определяют по фор- муле [6] = ТСпвк, где Кп - коэффициент, учитывающий специфику работы машины, на которой установлена цепная передача, и скорость движения цепи; 6к - возможный угол разворота эвена цепи; вк = min { arctg ; arctg -J 0,25 0,3°. В табл. 1 приведены рекомендуемые значения коэффициента Кп и допускаемого угла разворота [6] звена для втулочных и роликовых цепей. Уравнение (4) имеет три решения, которые используют на практике для тех или иных передач в зависимости от принятого метода контроля монтажа. Различают три метода контроля монтажа передачи. Первый метод (метод 1) основан на том, что взаимосвязь между углом непараллельности валов Gi и общим смещением До срединных плоскостей звездочек относительно срединной плоскости центров зубчатых венцов [формула (2)] не учитывается, т. е. погрешности ©1 и рассматриваются как независимые. Тогда нормальные условия работы цепи лимитируются лишь углом поворота звена ба поперек шарнира цепн, для обеспечения которого в допускаемых пределах необходимо выполнить следующие условия: -o,5[e]<ei<o,5[e]; -о,5[е] <ез<:о,5[е]. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 [ 72 ] 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 |