

|
|

|
Промышленный лизинг
Методички
Рис. 2. Поперечные зазоры Sg и цепи, при которых обеспечиваются повороты звеиа поперек шарнира цепи  При контроле правильности монтажа по второму методу (метод 2) учитывается лишь взаимосвязь направления угла 6i непараллельности валов с общим смещением срединных плоскостей звездочек относительно срединной плоскости центров зубчатых венцов. Для данного случая нормальные условия работы цепи лимитируются одновременно тремя погрешностями монтажа: Qi, и 63. Поэтому необходимо обеспечить следующие условия: при Gi > О 0<:Gi<:[G]; - [G] <: Ga <: [G]; - [G] <: G3 <: 0; при Gi <: о - [G] <: Gi <: 0; - [G] < Ga < [G]; (8) 0 <: G3 <: [G]. При контроле правильности монтажа по третьему методу (метод 3)учиты-вается полная взаимосвязь (направление н величина угла Gi) между углом непараллельности валов 61 и общим смещением Д срединных плоскостей звездочек относительно срединной плоскости центров зубчатых венцов. В этом случае нормальные условия работы передачи лимитируются погрешностями монтажа Gg и Gs- Поэтому необходимо выполнить следующие условия: при Gi > О О <: Gi <: [GJ; -G]<G2<[G]-ei; (9) -[G] <:e3<:[0]-Gi; при Gi <: о - [GJ <: Gi <: 0; - m + Gx) <:G2 < [G]; ,(Ю) - ([ej + Gi) <:6з < Щ. 1. Значения коэффициента /Сд и допустимого угла разворота [в1 звена для втулочных и роликовых цепей
8 Готовцев А. А. и о-"-б 2 • Необходимо учитывать, что если хотя бы один из углов Gi, Gj, Gg или Oj превьш1ает угол бк, то при набегании и сбегании цепи со звездочек будет иметь место разворачивание в плоскости цепи одновременно нескольких звеньев, сопровождающееся увеличением нагрузки в цепи и неравномерностью ее распределения в зоне контакта (см. рис. 19, б гл. 4). Это, в свою очередь, приводит к увеличению скорости изнашивания цепи, повышенному разогреву (до 180- 220 °с), шуму и снижению срока службы цепи и звездочек. На основании изложенного при монтаже цепных передач необходимо обеспечить установку валов и звездочек с минимальными погрешностями, обратив особое внимание на точное расположение звездочек в одной плоскости. Монтаж цепной передачи целесообразно начинать комплексной проверкой соответствия цепи и звездочек путем укладки цепи иа зубья звездочки на дуге обхвата больше трех четвертей длины окружности. При этом цепь должна свободно, без ощутимых зазоров располагаться на зубьях звездочки. В противном случае монтаж передачи прекращают и проводят проверку точности звездочек и цепи с целью выявления причин их несопряжения. Валы с установлишыми на них звездочками и подшипниковыми узлами необходимо надежно крепить к раме. Параллельность валов при этом контролируется в горизонтальной и вертикальной плоскостях. При отсутствии специальных контрольных приспособлений контроль параллельности в вертикальной плоскости проводят с помощью уровней (ватерпасов), а в горизонтальной плоскости - с помощью штихмасов (рис. 3). Применение того или иного метода контроля монтажа обусловлено масштабами производства, особенностями требований к цепным передачам. Контроль по первому методу менее трудоемок, поскольку требуются только два измерения значений угла непараллельности валов Gi и общего смещения Д срединных плоскостей звездочек относительно срединной плоскости центров зубчатых венцов, ио при этом допускаемые отклонения иа погрешности монтажа меньше, чем при применении других методов контроля. Данный метод рекомендуется применять в массовом и крупносерийном производствах в случаях, когда точность расположения валов обеспечивается технологией изготовления рам, корпусов и т. д., а также в случаях, когда измерить угол непараллельности валов Gi с требуемой точностью ие представляется возможным. Контроль по второму методу более трудоемок, так как требуется учитывать взаимосвязь направлений погрешностей Gj и Д, однако позволяет расширить допускаемые отклонения вдвое. Данный метод рекомендуется применять в серийном и мелкосерийном производствах, а также при монтаже таких цепных передач, при контроле монтажа которых по первому методу не удается выдержать требуемые допускаемые значения Gi и Д. Контроль по третьему методу наиболее трудоемок, ио допускает наиболее широкие отклонения погрешностей Gi и Д. Данный метод рекомендуется в мелкосерийном и единичном производствах, а также при монтаже цепных передач, у которых при контроле монтажа по второму методу не удается выдержать значения Gi и Дд в допускаемых пределах. Если отклонение от параллельности валов звездочек известно и его невозможно уменьшить, то для уменьшения влияния погрешностей монтажа на работоспособность передачи целесообразно стремиться к обеспечению условий 03= -o,5ei: Gjj = -(Gi - 0,5 Gi) == -0.5 Gi. Эти условия выполняются, если центр ведомой звездочки смещен относительно срединной плоскости центров звездочки иа величину As = А arctg Рис. 3. Схема контроля: о - натяжения цепи; б - точности монтажа цепной передачи; / - уровни (ватерпас); 2 - штихмасы; 3- лекальная линейка; 4 - лннейка; 5 - звездочки; 6 валы передачи Отклонения от параллельности валов в горизонтальной и вертикальной плоскостях в соответствии с их влиянием на точность монтажа [см. (3)) целесообразно принимать одинаковыми и вычислять по формуле 6в= 0.707/(„tg [9], (11) учитывающий метод кон- 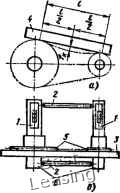 где Км - коэффициент, троля монтажа. В табл. 2 приведены значения коэффициента Км и рекомендуемью допускаемые значения непараллель-иости валов звездочек для втулочных и роликовых цепей. Наиболее ответственной операцией монтажа цепной передачи является установка зубчатых венцов звездочек в одной плоскости и устранение их осевых зазоров. При отсутствии специальных контрольных приспособлений контроль расположения звездочек в одной плоскости осуществляют с помощью лекальной лииейки (см. рис. 3). При этом одну звездочку жестко закрепляют на валу, а другую перемещают в нужное положение вдоль вала, после чего звездочки и валы закрепляют. Допустимая величина смещения звездочек относительно срединной плоскости зубчатых венцов зависит от метода контроля монтажа и определяется фор-иулой 6s = 4-4. (»2> где Ss и - соответственно верхнее и нижнее допускаемые смещения звездочек от установки в одной плоскости; при контроле монтажа по методу 1 (табл. 3) 65 = А arctg 6s„ = -arctg-I-; 2. Отклонения от параллельности валов звездочек в вертикальной и горизонтальной плоскостях для втулочных н роликовых цепей
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 [ 73 ] 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 |
|||||||||||||||||||||||||||||||||||||||||||||||||||