

|
|

|
Промышленный лизинг
Методички
S. Допускаемые отклонения, мм, общего смещения торцов звездочек от срединной плоскости прн контроле монтажа передачи по методу 1
4. Допускаемые отклонемня *, мм. общего смещения торцов звездочек от срединной плоскости при контроле монтажа передачи по методу 2
при контроле монтажа по методу 2 (табл. 4): если 01 < О, то 6s„ = 0; если &1 > О, то 6 = -Л arctg [в]; 6s„ = 8rctgie]; 6s„ = 0; 5. Допускаемые отклонения, мм, общего смещения торцов звездочек от срединной плоскости при контроле монтажа передачи ио методу 3
Примечание. Допускаемые отклонения б., 6g , 6g являются предельными и вычислены из условия, что валы звездочек строго параллельны. при контроле монтажа по методу 3 (табл. 5): если Gi > О, то 6s = arctg [G]; если Gi <; О, то 6s„= arctg ([GJ-Gi); 6s= arctg ([G]-bG,); блн = -arctg [G]. Таким образом, наибольшую величину допускаемого общего смещения торцов звездочек от срединной плоскости без снижения работоспособности цепной передачи можно допустить при контроле монтажа по методам 2 и 3. Общее смещение торцов звездочек Aso относительно срединной плоскости является комплексной погрешностью изготовления и монтажа элементов цепной передачи. Оно включает погрешность наклона звездочек Д, обусловленную непараллельностью валов, характеризуемую углом G4, осевые смещения торцов звездочек в сборе с валами As/ и St„> смещение центра ведомой звездочки Да, за вычетом компенсирующего бокового зазора 5к между внутренними пластинами цепи и торцами зубьев звездочки. Общее смещение торцов звездочек ДО - As, + Дп ± iSt, + Д5,2 - Ц, (13) где Asn = 0,25 (d„ + d«2)sin G4; Д, = Д + Дв; As,= Дт + Дв; S„ = = Ввн - Дт,; Atj - торцовое биение соответственно ведущей и ведомой звездочек; Дв,; Двг - осевой зазор соответственно ведущей и ведомой звездочек в сборе с валом; As - фактическое смещение центра ведомой звездочки. Пользуясь уравнением (13), можно проверить правильность выполненного монтажа передачи слеадющим образом: измерив действительные значения верхнего As и нижнего As смещений торцовых плоскостей звездочек от срединной плоскости ОХ в соответствии со схемой, приведенной на рис, 4, определяют 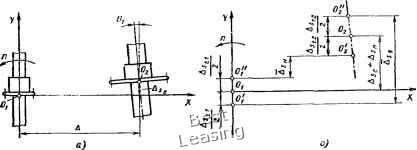 Рис. 4. Схемы контроля смещения торцовых поверхностей звездочек от средияной плоскости передачи: о - схема измерения смещения А: б - схема определения действительных величин верхнего Es и нижнего смещений н верхнее As и нижнее Аа, отклонения смещений торцовых плоскостей звездочек от срединной плоскости ОХ и сравнивают с допускаемыми значениями указанных отклонений, приведенными в табл. 3, 4 и 5: As, = Asb-0,5S„<6s,; As,, = + 0,5Sk > 6sj,. Торцовые биения звездочек Дт, и Ат, измеряют индикатором часового типа на диаметре, несколько меньшем диаметра впадин D,-. Величина бокового зазора S,, между аубом и внутренней пластиной цепи для однорядных передач с втулочно-роликовыми цепями при работе со звездочками по ГОСТ 591-69 составляет 7 % отВвн. для ведущих и ведомых звездочек по ГОСТ 592-75 - от 10 до 20 %, для натяжных звездочек - до 30 %. Работоспособность передач со звездочками по ГОСТ 592-75 при одинаковых погрешностях изготовления и монтажа передачи будет выше работоспособности передач со звездочками по ГОСТ 591-69. После выверки передачи на звездочки накладывают отрезок цепи с соответствующим числом звеньев, концы цепи соединяют с помощью переходного соединительного звена, образуется замкнутый цепной контур. ОПТИМАЛЬНОЕ НАТЯЖЕНИЕ В ЦЕПНЫХ ПЕРЕДАЧАХ Для нормальной работы цепной передачи необходимо обеспечить оптимальное предварительное натяжение ветвей цепи, так как в случае перетяжения цепи в цепном контуре возникают дополнительные нагрузки, которые могут превышать в несколько раз рабочее натяжение. Это приводит к прокручиванию валиков и втулок в проушинах пластин цепи, увеличению износа шарниров цепи и зубьев звездочек, повышению температуры работающей цепи до 200 "С, что резко снижает срок службы цепной передачи в целом. В случае же значительного провисания наблюдается захлестывание холостой ветви, перескакивание звеньев через зубья и соскакивание цепи с зубьев звездочек. Величину оптимального предварительного натяжения ветвей передачи выбирают на осноне взаимосвязи между натяжением ведущей Si и ведомой ветвей передачи с учетом влияния конструктивных и эксплуатационных факторов, 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 [ 74 ] 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||