

|
|

|
Промышленный лизинг
Методички
Таблица 4.6 80 %-ный ресурс L манжет типов 1 и 3 по ГОСТ 14896 - 84 при наличии защитных колец и 9 <50°С (80% L) и 9 <70°С (20% L)
4.13,6). Условное обозначение манжет: тип манжеты - D или Вц (в мм) - группа резины, например: Манжета 1-025 - 3 ГОСТ6678-72. Высота манжет примерно соответствует высоте манжет типа 1 по ГОСТ 14896 - 84, ширина примерно в 1,5 раза меньше. Основная область применения - пневмоцилиндры станочного оборудования, промышленных роботов и тормозных систем наземного транспорта. Герметичность УПС нормируется по падению давления воздуха в уплотняемой полости, которое не должно превышать 5 кПа за 3 мин, 95 %-ный ресурс не менее 100 км. Гарантийный срок эксплуатации - 3 года. Для нормальной работы манжет необходимо смазывание (подача распыленного масла в сжатом воздухе) или (при ходе более 15 мм) установка рядом с манжетами смазочных колец из тонкошерстного войлока но ГОСТ 288 - 72, пропитанных пластичным смазочным материалом. Грязесъемные л«анжешы. - наиболее распространенный элемент комбинированных УПС, обеспечивающий при обратном ходе удаление с поверхности штока загрязнений из внешней среды. Механизм процесса очистки показан на рис. 4.15. При выходе штока 5 из УПС (см. рис. 4.15, а) его поверхность покрыта пленкой рабочей или смазочной жидкости. Из внешней среды на нее попадают дорожная грязь, атмосферная и производственная пыль, влага, которые должны быть задержаны губкой А манжеты 2 при обратном ходе. Для обеспечения хорошего скребкового эффекта губка А при неподвижном штоке должна плотно прилегать к штоку (контактное давление рко)- При прямом ходе она образует зазор 6 под действием давления пленки Pri. Если давление рко чрезмерно велико, в полости между уплотнениями 1 и 2 может возникнуть недопустимо высокое давление. Поэтому грязесъемная манжета должна обладать клапанным эффектом при прямом ходе штока. При обратном ходе штока зазор бг должен быть минимальным, чтобы задержать частицы размером d > бг. Оптимальным является передний угол кромки у = 90... 120°, при котором минимальны силы действия соскабливаемых с поверхности частиц и улучшен их отвод от кромки. Грязесъемные манжеты изготовляют из высокопрочной и износостойкой резины, поскольку они должны работать в условиях ограниченной смазки и повышенного абразивного действия частиц. Резиновые грязесьемники для штоков (ГОСТ 24811 - 81) выпускают четырех типов (рис. 4.16): 1, 2 и 4 - для очистки штоков диаметром от 4 до 500, 900 и 200 мм соответственно от пыли и дорожной грязи; 3 - для очистки штоков диаметром от 20 до 360 мм от частиц угля, щебня и других абразивных (часто крупных) частиц. В манжетах  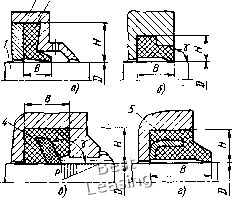 Таблица 4.7 Размеры грязесъемников (рис. 4.16) в зависимости от диаметра штока Рис. 4.15. Схема работы грязесъемных манжет при прямом (а) и обратном (б) ходах штока: / - УПС; 2 - грязесъемная манжета; 3 - шток Рис. 4.16. Резиновые грязесьемники типов 1-4 (а -г) соответственно: 1 - шток; 2 - крышка; 3 - манжета; 4 - скребок; 5 - армирующее кольцо ТИПОВ 1, 2 и 4 угол у = 90°, конструктивно они различаются только способом крепления в месте установки. Манжеты типа 1 имеют фланцевое крепление. Радиальные манжеты типа 2 устанавливают в неразъемные канавки, что уменьшает их габариты и упрощает монтаж. Манжеты типа 4 имеют привулканизо-ванное армирующее кольцо, обеспечивающее фиксацию в наиболее простых и технологичных канавках открытого типа. Манжеты типа 3 со скребком из твердого и износостойкого фторопласта-4, имеющие угол у = 120 °, работоспособны в наиболее тяжелых условиях. Размеры грязесъемников приведены в табл. 4.7. Конструирование эластомерных УПС и их мест установки выполняют в соответствии с методикой, рассмотренной для колец в подразд. 3.3 и для манжет в подразд. 5.2 с учетом следующих особенностей. Для снижения трения ограничена относительная деформация, например, для колец круглого сечения Епмх < 0,25 (вместо 0,35 в УН) и е;„ 0,1... ...0,15. В связи с этим посадочные места выполняют с более жесткими допусками, для канавки назначают Яа = 0,8.. .1,6 мкм и применяют кольца увеличенного се-
чения. Циклическое изменение зазора в процессе работы, вызванное радиальными смещениями, конусностью и овальностью контртела, а также износ кольцевых УПС снижает их надежность по сравнению с аналогичными УН. Ширина канавки должна превышать ширину деформированного кольца, так как сжатие его боковыми стенками ведет к увеличению сил трения и износа. Для поверхности контртела установлен параметр шероховатости Ra = 0,2...0,4 мкм. Важное значение имеет характер микрорельефа поверхности, определяемый методом обработки. Оптимальны поверхности с плавными микронеровностями, углами наклона а < 3 ° и большими радиусами скругления вершин р, характерными для поверхностей, полученных выглаживанием, обкатыванием, виброобкатыванием или полированием. Острые микронеровности (а > 5 ° и р < < 50 мкм, см. подразд. 3.1), свойственные поверхностям, полученным шлифо- ванием и грубым хонингованием, вызывают быстрое изнашивание уплотнений. Так, цилиндр с поверхностью, обработанной хонингованием до Ra = = 0,2... 0,4 мкм (визуально такая поверхность выглядит матовой), способен за несколько часов вызвать недопустимый износ резиновой манжеты. Полированная, обкатанная или выглаженная поверхность гидроцилиндра (Ra = 0,2 мкм) с зеркальным блеском не вызывает заметного износа манжет даже за 250 ч работы. Твердость материала штока или цилиндра должна быть достаточной, чтобы исключить появление продольных рисок от абразивных частиц загрязнений и трения в опорах. Опоры штока или поршня необходимо выполнять из антифрикционных материалов, обеспечивающих минимальный износ трущихся пар и сохранение качества их поверхности. Зазоры между опорами и контртелом должны быть минимальными. Допуски на сопряжения опор с контртелом обычно назначают в пределах H9/f7. При конструировании манжетных УПС назначают удельные усилия на кромках РкО « 10 Н/см. Для обеспечения клапанного эффекта и исключения разрушения парных манжет давлением с тыльной стороны в УПС предусматривают манжетодержатели (см. рис. 4.13). Герметичность эластомерных УПС при работе на вязких жидкостях обусловлена распределением контактного давления и его градиентом (см. подразд. 4.2 и 1.3). В манжетах для обеспечения оптимального распределения р{х) углы наклона передней (у) и задней (а) кромки выполняют разными (см. рис. 4.17, а). На рис. 4.17,6-г показано влияние угла у на распределение давления [106]. Поскольку губка манжеты обычно обращена во внутреннюю полость с давлением р, выполняют у = 60... 90 °, а = = 5... 10 ° и лишь для манжет при р<1 МПа а<30°. При а > 10... 20° под действием р происходит значительная передеформация сечения. Отношение длины губки к высоте манжеты (см. рис. 4.13,е) принимают Ь « 1,5. В манжетах с развитой тыльной частью (Ь/1 > 1,5) выполняют несколько выступов пилообразной формы (см. рис. 4.13, л) для обеспечения смазывания и снижения трения. Манжеты с браслетной пружиной (см. рис. 4.13,3, и) проектируют аналогично манжетам УВ п.о методике, описанной в подразд. 5.2. Габариты армированных манжет (см. рис. 4.13, з) целесообразно назначать по ГОСТ 8752 - 79 (ряд 3); другие конструкции - в соответствии с размерами посадочных мест по ГОСТ 14896-84 или ГОСТ 22704-77. Защитные кольца в УПС в отличие от УН сильно изнашиваются при трении с контртелом. Для компенсации износа один или оба торца выполняют коническими (см. рис. 4.13, а) с углами 10-15°. Конус обеспечивает радиальную составляющую силы давления, прижимающую кольцо к контртелу. С повышением твердости и прочности материала защитных колец увеличиваются максимальные зазоры бтах, допускаемые в уплотняемом стыке. Однако неразрезные защитные кольца из твердых материалов невозможно монтировать в неразъемные канавки, а разрезные кольца работают менее надежно. Применение для защитных колец мягких пластмасс  i) 6) в) г) Рис. 4.17. Эпюры контакгного давления для манжет с различным профилем сечения позволяет выполнить их неразрезными. Для колец из фторопласта-4 бтах« » 0,2 мм при р < 50 МПа и 9 < 130 °С. Для уменьшения сил трения толщина защитных колец b должна быть минимальна, а сжатие по высоте h должно отсутствовать. Толщина b обычно составляет 1 мм; Н - /i = 0,1... 0,2 мм. При этом даже плоские защитные кольца из фторопласта-4 выполняют свои функции при небольших износах благодаря расплющиванию и увеличению h до Н при повышении р до выдавливания резиновых уплотнений в зазор. Под действием температурных напряжений и давления защитные кольца аналогично поршневым могут иметь с контртелом герметичные контакты. В результате этого уплотнитель с одним или двумя защитными кольцами образует пакет из двух или трех уплотнений с запертыми объемами между ними, которые отрицательно влияют на работу УПС. Для устранения герметичности неразрезных защитных колец на их радиальных и торцовых поверхностях иногда выполняют шунтирующие канавки шириной и глубиной 0,2 - 0,6 мм. Резинотканевые УПС. Резинотканевые материалы применяют для шевронных манжет. Для них характерны повышенные износостойкость и антиэкструзи-онная стойкость, ресурс и допустимые значения р и и. Для сохранения высокой герметичности УПС увеличивают рко и число уплотнителей, однако при этом существенно увеличивается сила трения. Жесткие неразрезные уплотнители нельзя монтировать в неразъемные канавки, поэтому конструкция мест установки под них весьма сложная (см. рис. 4.1 и 4.18). В комплект УПС входит от двух до десяти манжет, нажимное и опорные кольца, пружина или нажимная букса и установочные шайбы. При большом числе манжет в комплекте УПС штоков применяют разрезные манжеты, допускающие монтаж без освобождения конца штока от прикрепленных к нему деталей большого диаметра. При этом разрезы у соседних колец должны рас-  Рис. 4.18. Конструкции УПС с шевронными манжетами: а - без пружины; б - с пружиной (1 - опорное кольцо; 2 - манжета; 3 - нажимное кольцо; 4 - регулировочная шайба; 5 - пружина) полагаться диаметрально противоположно. Опорные и нажимные кольца выполняют из резинотканевого материала, полиамидов, текстолита или бронзы. Особенность манжет - отсутствие при монтаже гарантированного натяга по внутреннему и наружному диаметрам. Контактные давления на губках манжет создаются практически только осевым поджимом уплотнения. При этом все уплотнители УПС испытывают практически объемное сжатие (как в набивочных уплотнениях). Набухание, температурные деформации, погрешности формы контртела и его радиальные смещения сильно влияют на контактное давление, силы трения и интенсивность изнашивания, вызывая необходимость подтяжки нажимной буксы. Принципиально необходимость в обслуживании уплотнения может быть исключена введением в конструкцию внешнего силового элемента - пружины 4 (рис. 4.18,6). Однако при высокой жесткости резинотканевых манжет шевронного профиля для компенсации их износа (до 30% массы) требуются чрезмерно высокие усилия, и конструкция становится громоздкой. Большой ресурс определяет область применения резинотканевых шевронных уплотнений - гидроцилиндры насосов, домкратов, мобильных и кузнечно-прессовых машин. Резинотканевые манжеты для гидравлических устройств (ГОСТ 22704-77) предназначены для герметизации штоков и цилиндров диаметром от 8 до 2000 мм, работающих при с 3 м/с, р < 63 МПа при 9= - 50...+100°С (кратковременно до 120 °С) в среде минеральных Таблица 4.8 Таблица 4.9 Размеры шевронных резинотканевых уплот- Рекомендуемое число манжет в комплекте нений для гидравлических устройств по уплотнения штока диаметром D по ГОСТ ГОСТ 22704-77 для штоков и цилиндров 22704- 77
Таблица 4.10 Начальное (£) и последующие (А) значения сжатия, мм, в зависимости от высоты манжеты по ГОСТ 22704 - 77
Число манжет в комплекте
масел, нефти, пресной и морской воды, водных эмульсий. Предусмотрено несколько размерных рядов манжет с разными соотношениями высот и диаметров (табл. 4.8). Ширина УПС В определяется числом манжет п в комплекте (табл. 4.9). Материал манжет - ткань доместик по ГОСТ 1104-69, промазанная с двух сторон резиновой смесью на основе наирита и СКН с добавками графита в качестве смазочного материала. Осевое поджатие УПС в пределах 2 - 5%В (табл. 4.10) рекомендуется осуществлять подтяжкой нажимной буксы. По мере изнашивания уплотнения предусматривается периодическая подтяжка нажимной буксы вплоть до уменьшения ширины уплотнения на 20-30% начальной (см. табл. 4.10), т. е. допускаемый массовый износ уплотнения 20-30%. В динамике V< 0,5 cmmI Гарантийный ресурс в зависимости от р и V достигает 2000-14000 км (см. подразд. 1.5). Гарантийный срок эксплуаг тации до 5 лет. 4.4. Пластмассовые и комбинированные уплотнения Широкое применение пластмасс в УПС связано с их высокой антиэкс-трузионной стойкостью. Защитные кольца из фторопласта-4, фторопласта-40, полиамида 610 и капролона необходимы для эластомерных УПС, работающих при р > 15 МПа. Высокая химическая стойкость этих материалов обеспечивает нечувствительность УПС к составу рабочих сред. Относительно низкий модуль упругости и большие допустимые деформации мягких пластмасс (фторопластов и полиамидов) позволяют выполнять уплотнители неразрезными и устанавливать их в неразъемные канавки (см. рис. 3.22). Пластмассовые УПС износостойки, особенно при использовании наполненных композиций пластмасс. При замене чугунных поршневых колец пластмассовыми ресурс компрессоров повышается в несколько раз [58]. УПС из фторопласта-4 и фторопласта-40 обеспечивают минимальные значения / и Pf, плавность скольжения и работоспособны без смазочного материала в широком диапазоне температур, практически не старятся при хранении и эксплуатации до 20 лет. Пластмассовые УПС перспективны для гидро- и пневмо-цилиндров всех типов, за исключением компрессоров и ДВС, работающих при 9> 250...300°С. Пластмассовые УПС создают на основе манжет (рис. 4.19, а). Для обеспечения гибкости губки манжет выполняют более тонкими, чем в резиновых и резинотканевых манжетах. Однако это снижает запас на изнашивание. При использовании твердых и прочных пластмасс более эффективны радиально-торцовые плавающие кольца (см. рис. 4.6) - они нечувствительны к радиальным смещениям контртела и имеют минимальные габариты. Вследствие хладотекучести пластмасс упругие деформации УПС не превышают 2%, 4 3 11  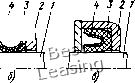 4 3 2 4 3 2 4-3 2 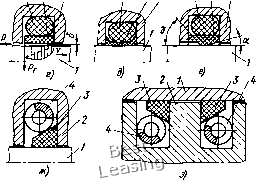 Рис. 4.19. Пластмассовые УПС с манжетами (а -в) к кольцами {г-з): 1 - шток или цилиндр; 2 - деталь, неподвижная относительно УПС; 3 - уплотнитель; 4 - силовой элемент 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 [ 27 ] 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||