

|
|

|
Промышленный лизинг
Методички
ходимо двойное уплотнение. Во избежание раскрытия стыка внутреннего уплотнения и попадания перекачиваемой насосом жидкости в камеру уплотнения давление затворной жидкости должно превышать давление перекачиваемой жидкости на 0,10-0,15 МПа, поэтому внутреннее уплотнение в этой схеме практически всегда гидравлически не-разгружено, а наружное может быть гидравлически разгруженным в зависимости от абсолютного давления затворной жидкости. Более сложную по конструкции схему двойного уплотнения с внутренним расположением стыка у внутреннего уплотнения (см. рис. 9.3,6) обычно применяют при высоком давлении жидкости, когда требуется разделить это давление между отдельными ступенями уплотнений, а также в случаях, когда по условиям безопасности труда необходимо второе вспомогательное уплотнение. Во втором варианте давление затворной жидкости поддерживают постоянным (0 - 0,1 МПа), что существенно упрощает системы обеспечения работоспособности двойных торцовых уплотнений и удешевляет эксплуатацию. В данной схеме внутреннее и наружное уплотнения по гидравлической нагрузке обычно одинаковы: при низком давлении гидравлически неразгружены, при высоком - разгружены, так что при выходе из строя внутреннего уплотнения внешнее может воспринимать полную нагрузку. Схему с радиальной компоновкой одинарных уплотнений применяют сравнительно редко, в основном для аппа- Размеры, мм, камер hoj гтбипкп и уплстиении / Vwc. 9.4. KuMepi.i уплотнения но мсж.чун;!-родному ciuHjuiprv И(."0 3069 - 74: (,• - иср:ц pv».OHKL,i\ iopiK>iii.!s II ai.:ii.lliiKi>iibix yiiju)! ffCifHii, о .1я pa ii ружоиимх юрцивы.ч vii.HMiiciiHii ратов с перемешивающими устройствами при низкой частоте вращения вала. Основные ограничения этой схемы для насосов - больщие радиальные размеры уплотнительного узла и соответственно высокие скорости скольжения в паре трения наружного уплотнения, а также низкий коэффициент унификации для одинарных уплотнений и высокая стоимость наружного уплотнения, обусловленная большой массой его деталей. Стандартизация торцовых уплотнений. За исключением насосостроения - области наиболее массового применения торцовых уплотнений - стандартизация их пока недостаточно развита. Стандарт ИСО 3069-74 «Центробежные насосы. Размеры камер под набивки и уплотнения» распространяется на центробежные насосы до 1,6 МПа. Хотя стандарт сравнительно прост и регламентирует размеры (рис. 9.4, табл. 9.2) вала (втулки) и камеры, в которой устанавливается уплотнение, он оказал большое влияние на совершенствование конструкции торцовых уплотнений. Таблица 9.2 Основная цель международного стандарта - унифицировать камеры для торцового и сальникового уплотнений, что дает возможность при выходе из строя торцового уплотнения заменять его сальниковым без переделки насоса. При разработке торцовых уплотнений по международному стандарту за основу был взят размер сальниковой набивки. В отечественном и зарубежном насосостроении по условиям стандарта ИСО 3069 наиболее широко применяют конструкции неразгруженного и разгруженного торцовых уплотнений с вращающимся упругим элементом (см. табл. 9.1). Новые конструкции уплотнений по международному стандарту отличаются лишь конструктивными решениями основных элементов торцового уплотнения при одних и тех же габаритных и присоединительных размерах уплотнения. Этот факт является положительным, так как, во-первых, он закладывает основу для последующей международной стандартизации торцовых уплотнений и, во-вторых, дает возможность при эксплуатации насосов без переделки последнего заменять вышед- Основпые параметры юрионых уплотнений шее из строя торцовое уплотнение уплотнением, более удачным по конструкции. На базе стандарта ИСО в ряде стран разработаны национальные стандарты, а в СССР-ОСТ 26.06-1493-86. «Насосы. Уплотнения торцовые. Типы, основные параметры и размеры». Он распространяется на уплотнения трех групп различной степени нагруженности для нейтральных и агрессивных сред и отвечает требованиям ИСО 3069-74. (табл. 9.3). Разработка новых типоразмерных рядов торцовых уплотнений различного назначения в соответствии с международным стандартом позволяет успешно решать задачи, одинаково актуальные как для потребителей уплотнений, так и для завода-изготовителя: обеспечение максимальной унификации деталей одинакового назначения для торцовых уплотнений, предназначенных для различных условий эксплуатации (для одинарных уплотнений по данному стандарту коэффициент унификации достигает 0,88, для двойных 0,92); - Таблица 9.3
повышение надежности торцовых уплотнений и расширение диапазона применения уплотнений (задача решается путем использования высокотвердых износостойких и универсальных по применению материалов пары трения и отказа от применения клеевых соединений для установки колец пары трения в металлических обоймах, так как это уменьшает диапазон применения торцовых уплотнений и, соответственно, насосов для химических производств вследствие недостаточной стойкости клея и в то же время способствует снижению долговечности уплотнений вследствие температурных деформаций поверхностей трения); снижение материалоемкости уплотнений и повышение технологичности деталей уплотнения применительно к условиям крупносерийного производства (изготовление металлических деталей горячей и холодной штамповкой позволяет на 80% снизить металлоемкость конструкции и на 25% их трудоемкость); обеспечение универсальности установки торцовых ушютнений в насосы различного назначения (все уплотнения по данному стандарту независимо от их назначения и материала, из которого они изготовлены, имеют для одного диаметра вала одни и те же присоединительные размеры по корпусу - 100 %-ная унификация установочных размеров - и позволяют устанавливать уплотнения на гладком валу или втулке, которая в случае необходимости может быть использована для установки в камере сальникового уплотнения). Технико-экономическое обоснование выбора торцового уплотнения. Решая вопрос выбора типа уплотнения при разработке новых технологических линий, проектанты и конструкторы роторных машин всегда сталкиваются с рядом технических и экономических проблем. Оптимальное решение, как правило, оказывается компромиссным. Торцовые уплотнения по сравнению с сальниковыми характеризуются более длительным сроком службы, повышенной надежностью и герметичностью, меньшей энергоемкостью. Кроме того, в ряде технически развитых стран приняты законы об охране окружающей среды, которые запрещают или строго регламентируют выброс отходов с промышленных предприятий. По данным Майера, на крупнейших химических предприятиях Европы торцовые уплотнения составляют 90% всех видов используемых уплотнений. Однако повышение стоимости энергии часто заставляет отказаться от энергетически интенсивной технологии и оборудования и с новых позиций рассмотреть проблему выбора уплотнительного устройства. В ряде случаев применение торцовых уплотнений бесспорно - для дорогостоящих, пожароопасных, токсичных и высокоагрессивных жидкостей, для насосов с повышенными требованиями по надежности. В остальных случаях выбор должен быть дифференцированным и экономически оправданным. При этом необходимо учитывать следующие факторы : начальную стоимость уплотнительного узла (цену уплотнения и затраты на его установку); текущие расходы (вызванные энергетическими потерями вследствие утечки через уплотнение, повреждением деталей и частей машины вследствие постепенного вредного воздействия продуктов утечки; связанные с наблюдением за исправной работой уплотнения и перемонтажом машины при замене уплотнения, энергетическими потерями вследствие трения в узле уплотнения, а также стоимость запасных частей); затраты, вызванные внезапной разгерметизацией уплотнения (стоимость недополученного в производстве продукта, жидкости, вытекшей из машины и трубопроводов через уплотнение, поврежденных деталей машины и прежде всего подшипников; затраты на перемонтаж уплотнения). В наиболее общих случаях экономический эффект достигается в резуль- тате снижения приведенных затрат на единицу уплотнения, увеличения ресурса работы уплотнения и снижения эксплуатационных затрат на перемонтаж машины для замены уплотнений, а также уменьшения безвозвратных потерь продукта через уплотнение. Годовой экономический эффект по изделиям со сроком службы у потребителя до 1 года: T/Ti + Е„ где 3i - средние приведенные затраты на единицу базового уплотнения, р.; =7--=--коэффициент учета измене- I /12 + £н ния срока службы уплотнения; Т-годовой ресурс работы машины, ч; Tl - годовой ресурс работы базового уплотнения, ч; Т2 - годовой ресурс работы нового уплотнения, ч; £„ = 0,15 - нормативный коэффициент эффективности; Ml - И2 - годовая экономия потребителя на текущих эксплуатационных издержках: Я,-Яi=(Cl-C2)ДпГ- Ci - средняя за срок службы утечка через базовое уплотнение, дм/ч; Сг - средняя за срок службы утечка через новое уплотнение, дм/ч; Дп - средняя себестоимость 1 дм перекачиваемой жидкости, р/дм; t - время перемонтажа машины для замены уплотнения, ч; Z - часовая тарифная ставка слесаря, р. З2 *= Дг -Ь АКЕ„/А - сумма затрат на внедрение единицы нового уплотнения, р; Дг - стоимость нового ушютнения, р; АК - сметная стоимость научно-исследовательских и опытно-конструкторских работ, р; А - годовая потребность в новых уплотнениях при заданном ресурсе. По зарубежным данным, характеризующим некоторые экономические показатели применения торцовых и сальниковых уплотнений в английской про- мышленности, начальная стоимость торцового уплотнения в среднем составляет около 10% стоимости насоса (без электродвигателя), в котором оно установлено. Эта стоимость по крайней мере вдвое превыщает стоимость сальникового уплотнения и в десятки раз стоимость сальниковой набивки. Соотношение стоимостей торцового уплотнения и насоса зависит от размера насоса: для небольших насосов - до 30%, для крупных - до 4%. При необходимости обеспечения охлаждения уплотнения или создания давления затворной жидкости общая стоимость торцового уплотнения со вспомогательным оборудованием может быть равна стоимости насоса. Средние ежегодные эксплуатационные затраты (стоимость запасных частей, расходы на демонтаж и контроль за работой уплотнений) на торцовые уплотнения в химической и бумажной промышленности составляют 23 % начальной стоимости уплотнения. Средние ежегодные эксплуатационные затраты на сальниковое уплотнение в бумажной промышленности в 3,5 раза превышают эксплуатационные затраты на торцовое уплотнение, что в первый же год окупает применение торцового уплотнения. Утечка рабочей жидкости не всегда является определяющим параметром. Например, при перекачивании трюмной воды утечки 5 - 10 дм через уплотнение практически не влияют на эффективность уплотнения, тогда как при перекачивании горячей воды, жидкости под большим давлением или в сложных технологических процессах эти утечки становятся значимыми, поскольку при этом происходят потери энергии, затраченной на повышение температуры жидкости, давления и т. д. В качестве примера можно привести выводы фирмы «Флексибокс» (Англия) по результатам изучения опыта эксплуатации двойных торцовых уплотнений и сальниковых уплотнений с затвором на насосах бумажной промышленности Швеции. При использовании двойных торцовых уплотнений утечка не превышала 0,003 дмч. В насосах с сальниковым уплотнением внешняя утечка составляла в среднем 5-10 дмч в зависимости от скорости скольжения, давления рабочей жидкости и диаметра вала, а внутренняя не менее 10 дм/ч. Затраты на подогрев холодной затворной жидкости до температуры технологического цикла составляли 21-28% затрат на обслуживание. Когда на одном из предприятий заменили на насосах сальниковое уплотнение торцовым, температура процесса повысилась на 10 °С. Торцовое уплотнение требует тщательного соблюдения технологии при его изготовлении, чем в значительной степени достигается высокий уровень герметичности этого уплотнительного устройства. Утечка через торцовое уплотнение, при соблюдении определенных требований по монтажу, не зависит от установки. Основой хорошей работы сальникового уплотнения является именно утечка, без утечки наступает перегрев уплотнения, интенсивное изнашивание втулки, и уплотнение выходит из строя. Необходимость постоянного обслуживания для поддержания определенного уровня утечки через сальниковое уплотнение является основным недостатком последнего. Выбор торцового уплотнения. Одним из важных моментов, определяющих надежную работу торцовых уплотнений, является правильный выбор конструкции торцового уплотнения, материалов его деталей и схемы установки торцового уплотнения (рис. 9.5). Выбор торцовых уплотнений осуществляют на основе информации об условиях работы уплотнения. Эти данные обычно оформляют в виде опросных листов, в которые входят: наименование машины или агрегата, в котором установлено уплотнение; наименование жидкости; давление в зоне уплотнения; температура перекачиваемой жидкости; диаметр вала (втулки) под уплотнением; частота вращения вала; давление паров жидкости при рабочей температуре; вязкость жидкости при рабочем давлении; плотность жидкости; концентрация химических веществ в жидкости; показатель рН (для водных растворов); объемная концентрация твердых включений; размер твердых включений основной фракции; давление жидкости на всасывании насоса; давление жидкости на выходе из насоса; категория и группа взрывоопасной смеси паров перекачива1емой жидкости с воздухом (для легковоспламеняющихся и горючих жидкостей); предельно допускаемая концентрация вредных веществ, содержащихся в окружающей среде; класс взрывоопасности помещения, в котором установлено уплотнение; наименование затворной жидкости (если такая нужна); возможности подвода к уплотнению Информация об условиях работы Определение группы Конструкция Материал деталей воды, другой чистой жидкости, пара; их давление и температура. На основании данных опросного листа выявляют группу жидкости: нейтральная; агрессивная; с твердыми включениями; высокотемпературная; с низкой температурой; кипящая (или сжиженный газ). На основе полученной информации по каталогам [29, 30] подбирают тип торцового уплотнения. В большинстве случаев выбор торцового уплотнения ограничен определением его конкретной конструкции и материалов деталей, но в особых случаях (для жидкостей с высокой температурой, содержащих твердые включения, и токсичных, а также для агрегатов, работающих во взрывоопасных помещениях) необходимо разрабатывать схему установки торцового уплотнения в агрегате (см. гл. 13). 9.2. Конструктивные элементы торцовых )Т1Лотнений Пара трения - наиболее ответственный элемент торцового уплотнения. Ее надежность зависит от свойств и характеристик рабочей среды, правильного выбора материалов пары трения, конструкции уплотнительных колец, а также правильного расчета или подбора торцового уплотнения, обеспечивающего работу пары трения с наименьшим коэффициентом трения и износа. Условие стабильной работы пары трёния. Для определения надежности торцового уплотнения крайне важно знать значение и характер распределения гидравлического давления по ширине пояска трения (рис. 9.6), которое характеризуется коэффициентом 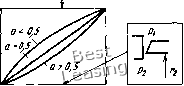 Схема установки Рис. 9.5. Схема выбора торцового уплотнения При контакте по наружному диаметру а = О, по внутреннему а=\. Рг Pi Р Рис. 9.6. Эпюры ршпреде.чения давления но П1ирипе пояска трения (и < 0,5 - сжиженные газы; а > 0.5 - минеральные .масла; и - 0,5 -вода) С учетом коэффициентов распределения гидравлической нагрузки а и нагрузки к контактное давление в стыке пары трения можно записать в виде Рк = Ap(fe - а) И-Рпр, где Рпр - контактное давление от воздействия пружин. Надежность работы торцового уплотнения зависит от соотношения коэффициентов к и а. Для неразгруженных торцовых уплотнений с к> I раскрытия стыка пары трения не произойдет при любом распределении гидравлического давления, а также искажениях поверхностей трения, так как О а < 1. Для разгруженных торцовых уплотнений с к < 1 при а> к и недостаточном усилии пружин (рк < 0) происходят раскрытие пары трения и отказ торцового уплотнения. Во избежание раскрытия стыка пары трения в разгруженных торцовых уплотнениях устанавливают пружины с большим усилием, чем в неразгруженных. Однако чрезмерное увеличение контактного давления от пружин ведет к увеличению теплообразования в паре трения и большим потерям мощности. Как показано в гл. 8, наименьшие коэффициент трения и износ характерны для режимов гидродинамической и полу- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 [ 48 ] 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||