

|
|

|
Промышленный лизинг
Методички
однородной структуры с перлитной основой НВ 140-150. Для повышения износостойкости можно применять мелкозернистые перлитные чугуны с добавкой хрома или молибдена {НВ 150-200). Чугунные притиры, как правило, изготовляют в виде кругового диска (для более равномерного изнашивания и избежания деформаций) с размерами: 0 350 X 30 мм для доводки колец диаметром до 180 мм; 0 430 х 40 мм для доводки колец с диаметром до 300 мм. Стеклянные притиры изготовляют из отожженного стекла марки МКР-1 («Пирекс» или ЛК). В набор притиров входит шесть плит: три - для предварительной доводки колец и три - для окончательной. Рабочие поверхности плит шлифуют на плоскошлифовальном станке до Ra = 0,8 мкм и неплоскостности 0,01-0,02 мм. После шлифования плиты притирают одну по другой по методу трех притиров в последовательности: первая плита по второй, затем по третьей; третья плита по второй, затем по первой; вторая плита по первой, затем по третьей. На притираемую плиту равномерно насыпают 5 - 10 г электрокорунда (М28, М20 - для предварительной доводки, МЮ, М7 - для окончательной) и смачивают плиту керосином (5 - 10 г). Затем накладывают вторую плиту и движением в виде цифры 8 производят притирку, причем край подвижного притира периодически должен заходить за край неподвижного на 30-50 мм. Правка стеклянных притиров аналогична правке чугунных притиров с той лишь разницей, что в качестве абразива применяют порошок зернистостью М28, М14, а в качестве смазочного материала - чистую воду. Притиры считают годными к работе, если их поверхность имеет неплоскостность 1,5 - 2 мкм. Кольца из силицированного графита, минералокерамики, твердых сплавов доводят с использованием алмазных паст АП20, АН 14 - для предварительной доводки, АН 10, АП5 - для окончательной. Доводку производят движением кольца в виде цифры 8. В процессе доводки кольцо необходимо периодически поворачивать вокруг оси на 60-90°. Средний расход пасты на одно кольцо с диаметром рабочего пояска 50 - 70 мм около 0,05 г. Кольца пар трения из сталей и сплавов с твердостью менее HRC 60 доводят с помощью белого электрокорунда. В качестве смазочного материала применяют раствор керосина с 2% стеарина. Кольца пар трения из углеродных материалов марок 2П-1000, химанит, АО-1500-СО5 и др. доводят предварительно на стеклянных притирах с использованием электрокорунда М5, МЗ, окончательно - на чугунных притирах. В качестве смазочного материала используют чистый керосин. Кольца пар трения из материалов на основе полимеров типа Ф4К20 доводят на стеклянных притирах без применения абразива. Роль абразива в этом случае вьшолняют риски на притирах, образовавшиеся в процессе доводки притиров. В качестве смазочного материала применяют чистую воду. Контроль плоскостности притертых поверхностей можно проводить плоскопараллельными стеклянными пластинами ПИ (ГОСТ 2923-75) при дневном и монохроматическом освещении. Для получения монохроматического освещения используют гелиевые или натриевые источники света, помещенные в осветительный шкаф. Перед контролем плоскостности стеклянную пластину и контролируемую поверхность протирают чистой мягкой салфеткой, смоченной в спирте. При использовании естественного освещения стеклянную пластину накладывают на контролируемую поверхность с незначительным нажатием и сдвигом, добиваясь контакта, при котором образуется наименьшее число интерференционных полос светового спектра (рис. 9.56). Отклонение от плоскостности определяют подсчетом полос одинакового   а) д) 6) &) В) Рис. 9.56. Картины интерференционных полос, полученные при естественном освещении поверхности трения; а - выпуклой; б - вогнутой; в - искривленной; г, Ь - годных к использованию с иеплоскостностью соответственно 0,9 и 0,3 мкм цвета. Одна полоса соответствует отклонению от плоскостности контролируемой поверхности на 0,3 мкм. Число полос, пересеченных отрезком прямой в направлении, перпендикулярном к полосе, и умноженное на 0,3 мкм, составляет неплоскостность на этом отрезке. При неплоскостности менее 0,3 мкм от светового спектра остается только один желтый (соломенный) цвет. Годным также считают кольцо, на поверхности которого образуются две-три строго концентричные интерференционные полосы. При монохроматическом освещении пластину накладывают на контролируемую поверхность без нажатия. При этом получается воздушный клин в результате неплотного контакта пластины 2 с поверхностью контролируемого кольца I (рис. 9.57, а). Преломление света в этом зазоре приводит к появлению интерференционных полос темного цвета на поверхности пластины. Ряд параллельных и равномерно расположенных прямых полос указывает на то, что деталь оптически плоская и отклонение от плоскостности менее 0,3 мкм (рис. 9.57, г). Изогнутые полосы показы-1  вают, что поверхность оптически неплоская: вогнутая (рис. 9.57,6) или выпуклая (рис. 9.57, в). Определение неплоскостности проводят в такой последовательности: определяют базовую интерференционную линию и точки ее пересечения с наружным диаметром уплотнительного кольца (базовая интерференционная линия - линия, касающаяся вершиной внутреннего диаметра уплотнительного кольца, на рис. 9.57, бив показана утолщенной); мысленно соединяют прямой линией точки пересечения базовой линии с наружным диаметром кольца и определяют стрелу прогиба / базовой линии; вычисляют неплоскостность как отношение стрелы прогиба / к расстоянию между соседними световыми полосами 5, которое зависит лишь от источника освещения (для гелиевого источника 5 = = 0,29 мкм). Контроль плоскостности поверхности, имеющей диаметр больше диаметра пластины ПИ, проводят по отдельным участкам, перекрывая один участок другим последовательной перестановкой пластины ПИ.    Рис. 9.57. Картины интерференционных полос, полученные при монохроматическом освещении кольца пары трения Обработка вторичных уплотнений из фторопласта. Детали торцовых уплотнений из фторопласта (кольца конические и круглого сечения, сильфоны и т. д.) изготовляют, как правило, из заготовок в виде втулок или листов на токарно-винторезных станках. Обработку производят резцами с пластинами из быстрорежущей стали Р18 (ГОСТ 19265-73) со следующей геометрией: передний угол у = 10°; задний угол а = 20°; главный угол в плане ф = 45°; радиус при вершине г = 0,5 мм [28]. Режим резания: скорость V = 2 м/с; подача на оборот = = 0,05 мм; глубина резания t = 1...3 мм. Недопустимо попадание стружки на обработанную поверхность детали, так как нагретая до высоких температур стружка прочно прилипает к поверхности детали. Для улучшения схода стружки передние поверхности резцов полируют. Обработку фторопласта следует производить в помещении с принудительной вентиляцией. Изготовление пружин. Навивку пружин выполняют на токарно-винторезных станках с помощью специального приспособления [28], мелкие пружины изготовляют на станках-автоматах. После навивки пружины проходят специальную термообработку [28]. Пружины, изготовляемые из проволоки П (ГОСТ 9389-75), подвергают отпуску для снятия напряжений. Пружины укладывают в один ряд на стальной лист и загружают в электропечь или специальный шкаф при 240-280 °С. После выдержки в течение 30-40 мин пружины охлаждают на воздухе. Пружины из стали 40X13 (ГОСТ 5632 -72) подвергают закалке с последующим отпуском. Пружины помещают в печь, нагретую до 1000 °С, и после выравнивания температуры выдерживают 15 - 20 мин. Для предохранения пружин от обезуглероживания при нагреве их засыпают карбюризатором или чистым сухим древесным углем. После выдержки в печи пружины погружают в ванну с нагретым до 60-80°С маслом (машин- ным, веретенным или индустриальным). Охлажденные пружины промывают в горячем 10%-ном содовом растворе и подвергают отпуску при 250-350 °С в течение 1,5 ч. Твердость пружин должна составлять HRC 43-48. Пружины из сталей 12Х18Н10Т и 10Х17Н13М2Т (ГОСТ 18143-72) навивают из нагартованной в состоянии поставки проволоки. После навивки и шлифования торцов выполняют отпуск при 420 °С с выдержкой в течение 20-30 мин. Затем пружины охлаждают на воздухе. Винтовые пружины из сплава 36НХТЮ навивают из холоднотянутой проволоки в состоянии поставки с отпуском при 600 - 700 °С. Для повышения коррозионно-усталостных свойств пружин из сплава 36НХТЮ рекомендуется электрополирование (в качестве электролита используют состав: 86 - 88 % ортофосфор-ной кислоты; 10-12% хромового ангидрида; 2 % дистиллированной воды). Заготовки волнистых пружин из сплава 36НХТЮ изготовляют из нагартованной ленты толщиной 0,1 - 2,0 мм. При формировании волны на поверхности кольца наружный и внутренний диаметры заготовки уменьшаются. При проектировании оснастки обычно исходят из того, что 70 % высоты волны формируется в результате уменьшения диаметров заготовки и 30 % - в результате ее вытяжки. Крепление элементов пружин производят либо скрепками или точечной сваркой в двух диаметрально противоположных точках на конденсаторной машине ТКМ-15. Режим сварки подбирают в зависимости от толщины ленты. Сваренную пружину подвергают закалке при температуре 920 -950 °С и последующему дисперсионному твердению при 650-700 °С с выдержкой 2-4 ч. Все винтовые пружины подвергают заневоливанию (пружины сжатия обжимают до соприкосновения витков, пружины растяжения нагружают предельным грузом) в течение 6 ч. Требования к деталям насоса. Неподвижные кольца пары трения торцовых уплотнений, разработанных в соответствии с требованиями международного стандарта ИСО 3069 - 74, устанавливают в гнезда (рис. 9.58), размеры не зависят от типа уплотнения (табл. 9.18). При этом должны быть удовлетворены следующие требования к поверхности гнезда: биение поверхности Б относительно Л - не более 0,08 мм, торцовое биение поверхности В относительно Б не более 0,05 мм. К валу и поверхности вала (втулки) под уплотнением и камере предъявляют следующие требования: биение поверхности вала под уплотнением при установке вала в центрах 0,05 мм; биение подшипников в осевом и радиальном направлении не более 0,08 мм; биение внутренней поверхности камеры уплотнения относительно вала не более 0,15 мм; биение торца корпуса уплотнения относительно вала, согласно данным фирмы «Бургман» (ФРГ), зависят от частоты вращения (рис. 9.59). Допуски на некруглость и шероховатость поверхности вала: под клиновое кольцо из фторопласта допуск +0,005 мм, шероховатость после шлифования и полирования (следов обработки не должно быть видно); для резиновых сильфонов допуск + 0,05 мм, шероховатость после чистовой токарной обработки (слишком чистая обработка поверхности не обеспечивает зажим резинового сильфона на валу и приводит к прокручиванию сильфона относительно вала); Таблица 9.18 Размеры, мм, гнезд под неподвижные кольца для уплотнений по стандарту ИСО 3069-74 под кольца круглого сечения допуск + 0,025 мм, шероховатость после шлифования и полирования (следов обработки не должно быть видно). Радиальный зазор между валом и неподвижным кольцом пары трения 0,4-0,5 мм. Допуск на установку торцового уплотнения по длине +0,5 мм. На поверхностях вала или втулки, соприкасающихся с вторичным уплотнением при его монтаже, не должно
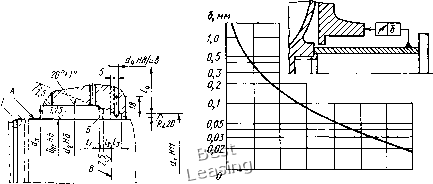 Рис. 9.58. Гнездо для установки неподвижного кольца пары трения 500 1000 1500 2000 2500 п,мин Рис. 9.59. Допускаемое биение торца корпуса уплотнения Конструкции торцовых уплотнений Механизм герметизации и основы расчета быть острых кромок, пазов под шпонку и отверстия. Требования к монтажу. Монтаж торцового уплотнения является ответственной операцией. Например, в насосах после установки торцового уплотнения выполняют сборку проточной части насоса, подсоединяют всасывающий и нагнетательный трубопроводы, системы вспомогательных трубопроводов и проводят опробование насоса. Неудачная сборка торцового уплотнения неизбежно приводит к полному демонтажу насоса. Эффективность монтажных работ зависит от уровня агрегатирования конструкции торцового уплотнения. Наибольшего внимания требует монтаж торцовых уплотнений, поставляемых в виде деталей. При монтаже таких конструкций поверхность вала должна быть покрыта тонким слоем смазочного материала. Если вторичное уплотнение выполнено из резины на основе этиленпропиленового каучука, смазывание необходимо проводить водой. Не допускается нанесение смазочного материала на кольца круглого сечения, устанавливаемые на неподвижные кольца пары трения. При установке резиновых колец круглого сечения надо следить, чтобы они не перекручивались относительно сопрягаемых поверхностей и не повреждались при перемещении детали. При установке торцового уплотнения в машине необходимо исключить попадание смазочного материала на торцовые поверхности колец пар трения. При подсоединении насоса не допускается натяжение всасывающего и нагнетательного трубопроводов во избежание смещения неподвижного кольца (в результате деформаций корпуса) и снижения долговечности торцового уплотнения. Срок службы торцового уплотнения определяет также центрирование муфты, которое вьшолняют после подсоединения трубопроводов к насосу. В собранном насосе биение поверхности вала под уплотнением и муфтой - не более 0,08 мм для диаметров валов до 100 мм. Одинарные торцовые уплотнения не могут работать в отсутствии жидкости, и поэтому всегда должен бьггь предусмотрен отвод воздуха из камеры уплотнения. Наибольшая опасность работы «всухую» существует у насосов с вертикальными валами. Удаление воздуха из камеры уплотнения осуществляется одним из трех способов: отвод на всасывание; циркуляция жидкости через камеру; отвод через вентиляционную трубку, устанавливаемую в самой верхней точке камеры, в атмосферу. При подсоединении вспомогательных трубопроводов к двойному торцовому уплотнению всегда следует иметь в виду, что подводящий трубопровод должен подходить к внутреннему уплотнению снизу, а отводящий - от внешнего уплотнения - сверху. Это правило во многих случаях позволяет избежать выхода из строя наружного уплотнения при перебоях с подачей затворной жидкости. Система вспомогательных трубопроводов должна быть сконструирована и установлена так, чтобы ее можно было снять для техобслуживания и промывки. Кроме того, она должна иметь достаточную опору, чтобы предотвратить повреждения вследствие вибрации. Трубопроводы должны иметь конструкцию, исключающую образование воздушных карманов. Глава 10 УПЛОТНЕНИЯ с САЛЬНИКОВОЙ НАБИВКОЙ 10.1. Механизм герметизации и основы расчета Наиболее широкое распространение получили давно известные и простые по конструкции уплотнения с мягкой сальниковой набивкой - сальниковые уплотнения (рис. 10.1). Такое уплотнение состоит из уплотнителя - пакета сальниковой набивки 1; корпуса 2, служащего для размещения колец набивки; крьппки 5, предназначенной для периодического поджатия пакета набивки к вращающемуся валу, движущемуся плунжеру, штоку или шпинделю 4. В результате поджатия сальниковой набивки к движущейся детали между ними создаются контактные напряжения, обеспечивающие малый зазор и определенную герметичность контакта. Тем самым ограничиваются утечки рабочей жидкости, находящейся под избыточным давлением Ро, через уплотнение в окружающую среду. Уплотнитель состоит из нескольких отдельных колец, нарезанных из шнура сальниковой набивки. Преимущества сальникового уплотнения - простота конструкции и возможность быстрой замены набивки без разборки машины. Для этого крышку 3 отодвигают I 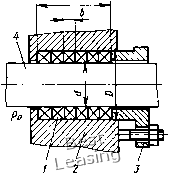 Рис. 10.1. Сальниковое уплотнение {d - диаметр вала; D - диаметр коробки сальника; Ъ - размер сечения набивки; ( - длина сальника) или снимают, отработавший уплотнитель I извлекают и в корпус 2 вставляют новые кольца набивки. Сальниковые уплотнения устанавливают на вращающихся валах различных насосов (в основном лопастных) и узлов подшипников, на плунжерах и штоках, движущихся возвратно-поступательно. Большинство уплотнений шпинделей различной арматуры сальниковые. Кроме того, сальниковые уплотнения используют для герметизации неподвижных соединений различных аппаратов, механизмов и машин. Ими оснащают оборудование, выпускаемое для химической, нефте- и горнодобывающей, судостроительной и других отраслей промышленности. Они широко распространены в сельском и коммунальном хозяйстве, в наземном и воздушном транспорте. Сальниковые уплотнения работают в среде воды, водяного пара, нефтепродуктов, газов, кислот, щелочей, растворителей, масел, жиров и других веществ, в широком диапазоне давлений, температур и скоростей скольжения. Большинство выпускаемых мягких сальниковых набивок состоит из волокнистой сплетенной основы, пропитанной смазочным материалом с добавками антифрикционных веществ (графита, талька и др.). Такой состав набивок определяет сложность их физико-механических свойств и, соответственно, сложность механизма герметизации деталей набивками. Согласно экспериментальным данным сальниковые набивки проявляют вязкоупругие свойства, описываемые уравнением Максвелла - Иш-линского [9]. Кроме того, набивка является анизотропным материалом - ее модуль упругости вдоль оси в 2 -5 раз меньше модуля упругости в поперечном направлении. Кривые деформации сжатия набивок показаны на рис. 10.2. В начальный период сжатия происходит уплотнение 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 [ 57 ] 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 |