

|
|

|
Промышленный лизинг
Методички
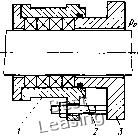 Рис. 10.11. Сальниковое уплотнение с подвижным корпусом: 1 - корпус уплотнения; 2 - резиновое уплотнительное кольцо; 3 - корпус машины 3 машины, т. е. со стороны рабочей среды с давлением ро. В этом случае силы трения перемещения набивки относительно корпуса и относительно вала направлены в противоположные стороны (в обычном уплотнении - в одну). Это позволяет уменьшить неравномерность распределения контактных давлений между набивкой и валом и таким образом повысить износостойкость и герметичность уплотнения. В целях улучшения условий смазки и трения на поверхности контакта набивки с валом кольца набивки устанавливают неперпендикулярно оси вала и между ними вводят проставочные кольца (рис. 10.12). Такие конструкции применяют при повышенных частотах вращения вала. На движущихся возвратно-поступательно плунжерах, поршнях и штоках обычные сальниковые набивки устанавливают сравнительно редко. В этих случаях используют уплотнительные резиновые, пластмассовые и композиционные кольца и манжеты, которые в процессе их эксплуатации. как правило, не требуют подтяжки. Сальниковые уплотнения, установленные на деталях, совершающих возвратно-поступательное движение [5], как правило, работают при меньшей скорости скольжения и в лучших условиях смазки, чем сальники, установленные на вращающихся деталях. Утечки через уплотнения при возвратно-поступательном движении могут быть несколько больше, чем при вращательном, вследствие переноса части жидкости деталью, движущейся в осевом направлении. Конструкции этих уплотнений аналогичны конструкциям, показанным на рис. 10.9. Их обслуживание не отличается от обслуживания уплотнений для валов. Правила монтажа и эксплуатации сальниковых уплотнений. При установке новых колец сальниковой набивки вместо изношенных старые кольца извлекают из сальниковой коробки с помощью металлических крючков или приспособлений в виде штопора на гибком валике (рис. 10.13). Поверхности сальниковой коробки и защитной втулки протирают. Проверяют соосность втулки и ее биение и выполняют осмотр поверхности втулки с целью определения ее износа и состояния поверхности для дальнейшей эксплуатации. Из бухты новой набивки отрезают шнур длиной n{d+ 2b)i, где d - диаметр защитной втулки; b - размер набивки; i - число колец в уплотнении. Шнур набивки плотно наматывают на вспомогательную втулку  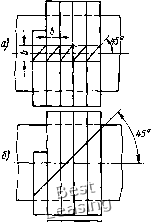 Рис. 10.12. Сальниковое уплотнение с кольцами, неперпендикулярными оси вала Рис. 10.13. Схема извлечения изношенной набивки из расточки корпуса сальникового уплотнения Рис. 10.14. Схемы разрезки сальниковой набивки на кольца: а - по разметке; б - по спирали; в - под прямым углом диаметром, равным диаметру защитной втулки, и разрезают на кольца. Разрезку выполняют по разметке или под углом 45° к оси по спирали (рис. 10.14). Допускается разрезать шнур под прямым углом к плоскости колец. Аккуратный разрез получается при обмотке места разреза набивки тонкой лентой. Кольца набивки по одному устанавливают в коробку и поджимают до упора разъемной монтажной втулкой и крышкой (часто тоже разъемной). Кольца следует устанавливать со смещением разрезов на 120° при нечетном и 180 или 90° при четном числе колец набивки. Вершины узлов переплетения нитей набивки должны быть направлены против вращения вала. При установке фонарного кольца необходимо следить, чтобы оно не перекрывало отверстие для подвода затворной жидкости. Предварительную затяжку пакета набивки следует выполнять без перекосов крышки уплотнения до появления значительного сопротивления (затяжка гаек ключом становится тугой). Затем следует полностью, отпустить гайки и через 3 - 5 мин подтянуть от руки. Далее выполняют обкатку сальника в течение 10 мин, причем в случае перегрева уплотнения насос или другую машину останавливают с целью охлаждения. Гайки крышки сальникового уплотнения подтягивают по мере его приработки на 1/6 оборота до достижения допустимой (обычно капельной) утечки. Общее время обкатки составляет 30 - 120 мин. В зависимости от диаметра вала насосов нормальные утечки агрессивных сред наружу составляют 0,5 - 2 дм/ч, других сред 0,5 - 10 дм/ч. Эти значения утечек определяются необходимостью смазки и отвода теплоты от уплотнения. В противном случае может происходить перегрев и выход из строя сальниковой набивки. С течением времени из набивки выделяются жировые и другие вещества, она уплотняется и теряет герметичность. Требуется подтяжка набивки для обеспечения герметичности уплотнения. В конце ресурса его работы подтяжка становится невозможной. Обычно это происходит после затяжки пакета сальника на 1 - 1,5 кольца. В этом случае необходимо добавить еще одно кольцо набивки или заменить весь пакет. При установке колец набивки с жировой пропиткой или из углеродных нитей для улучшения работы сальникового уплотнения можно рекомендовать предварительную опрессовку колен в пресс-форме (рис. 10.15) при удельной нагрузке, на 0,2 - 0,3 МПа превышающей давление 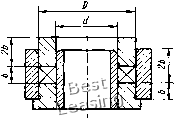 Рис. 10.15. Пресс-форма перед уплотнением. Пакет колец набивки из фторопласта-4 подтягивают путем затяжки гаек от руки. При изменении давления жидкости в диапазоне 0,15 - 1,0 МПа ресурс сальникового уплотнения, работающего в нейтральных жидкостях без абразивных включений, можно ориентировочно пересчитать по формуле h/t2 = (Pi/Pi \(s/7)+l где tl и t2 - ресурсы уплотнения при давлении pi и р2 соответственно; s - коэффициент, учитывающий усталостную прочность материала защитной втулки в данной среде (в морской воде для стали типа 12Х18Н9Т s = 8,4; для бронзы типа БрОФ 6,5-0,15 s = 18,9). Системы подвода затворной жидкости. При установке двойных (см. рис. 10.9,6), промывочных (см. рис. 10.9, в) уплотнений необходимо предусматривать систему, обеспечивающую подачу затворной жидкости, в следующих случаях: давление перед уплотнением ниже атмосферного; недопустимы внешние утечки рабочей жидкости (агрессивные, взрывоопасные, токсичные среды); необходимость работы в гидроабразивных средах с большим содержанием твердых включений. Давление затворных жидкостей должно превышать давление среды перед уплотнением на 0,05-0,1 МПа. В насосах, перекачивающих неагрессивные жидкости и имеющих разрежение перед уплотнением, устанавливают двойные сальниковые уплотнения с подачей в фонарное кольцо рабочей жидкости из области повышенного давления в корпусе насоса. Обычно эта система предусмотрена в конструкции насоса. При работе уплотнения в агрессивных, взрывоопасных, токсичных и гидроабразивных средах используют систему подачи воды . из технического трубопровода. На линии подачи затворной жидкости в уплотнение должен быть установлен манометр и вентиль для регулирования давления жидкости в сальниковой коробке. На рис. 10.16 показана система подачи затворной воды для промывочного 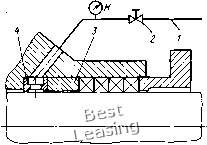 Рис. 10.16. Система уплотнения вала насоса для гидроабразивных смесей: J - линия технической воды; 2 - вентиль; 3-проставочное кольцо для регулирования числа колец набивки в зависимости от давления перед сальниковым уплотнением; 4 - фонарное кольцо сальникового уплотнения насоса, перекачивающего гидроабразивные смеси. Чтобы определить давление жидкости перед сальниковым уплотнением в работающем насосе с полностью открытым вентилем 2, необходимо на 0,5 - 1 мин закрыть этот вентиль. Тогда манометр покажет давление перед уплотнением. Затем, открыв вентиль, следует установить давление подачи технической воды на 0,05 - 0,10 МПа выше измеренного. На практике часто работают с полностью открытым вентилем 1, что приводит к большим потерям воды и энергии, затраченной на ее перекачивание. Кроме того, давление технической воды может колебаться в зависимости от объема ее потребления в пределах нескольких десятых долей мегапаскаля (например, на ГРЭС в пределах 0,15 - 0,5 МПа). В соответствии с этим меняется расход промывочной воды через фонарное кольцо сальникового уплотнения. Чтобы исключить излишние затраты энергии и обеспечить необходимый расход промывочной воды, используют регуляторы расхода, автоматически поддерживающие приблизительно постоянный задаваемый расход промывочной жидкости независимо от колебаний давления в техническом трубопроводе. На рис. 10.17 показан один из регуляторов расхода. Клапан 1 связан герметично с эластичной мембраной 2, 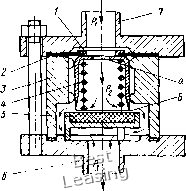 Рис. 10.17. Регулятор расхода закрепленной в корпусе регулятора 5, и отжимается от седла 5 пружиной 4. В клапане имеется дросселирующее отверстие а. Затворная жидкость поступает из системы по трубке 7 с давлением р\ и отводится от регулятора к сальниковому уплотнению с давлением рз по трубке 6. При этом она протекает через дросселирующее отверстие а и кольцевую дросселирующую щель б клапана. В полости клапана за отверстием создается давление жидкости рг, причем Р\> Pi> рз- Расход жидкости через регулятор определяется размерами дросселирующих отверстий и усилием пружины. В установившемся режиме при неизменном давлении pi силы, действующие на клапан, находятся в равновесии. При этом клапан сохраняет свое положение и расход жидкости через него остается постоянным. При изменении давления pi, например при его увеличении, на клапан начинает действовать дополнительная гидростатическая сила, направленная вертикально вниз и приближающая его к седлу 5. В результате сопротивление течению жидкости увеличивается и давление рг пбвышается до тех пор, пока перепад давлений pi - рг не достигнет прежнего значения. При этом сила поджатия клапана к седлу станет равной силе от-жатия пружины. Поскольку сила пружины приблизительно постоянна (перемещения клапана малы), перепад дав- (РгРзК МПа Рис. 10.18. Характеристика регулятора расхода лений pi - р2 не меняется. Следовательно, расход жидкости через регулятор будет поддерживаться постоянным. На рис. 10.18 показана экспериментальная характеристика расхода, снятая при работе на воде, с диаметром отверстия а 5 мм и диаметром кольцевой щели б 30 мм. Регулятор поддерживает постоянный расход и при изменении давления рз. При использовании промывочного сальникового уплотнения опасным является режим, при котором давление pi становитсят.меньше давления гидроабразивной среды перед уплотнением. Если седлу 5 дать возможность свободно перемещаться вверх, то под действием обратного перепада давлений оно сожмет пружину и закроет щель б. Гидроабразивная среда не сможет попасть в клапан и вывести его из строя. Седло в этом случае выполняет роль обратного клапана. Конструкции сальниковых уплотнений арматуры. Конструкция, основные размеры, параметры и технические требования сальниковых узлов трубопроводной арматуры определены ОСТ 26 07-2050 - 82. Стандарт распространяется на сальниковые уплотнения арматуры, работающие при давлении до 40 МПа и температуре -80...-1-560 °С. Установлено четыре типа сальников: 7 - с накидной гайкой для шпинделя диаметром до 28 мм на давление до 40 МПа (рис. 10.19, а); II - с нажимным фланцем и шпильками для шпинделя диаметром 8-120 мм на давление до 6,3 МПа (рис. 10.19, б), III - с нажимным фланцем и откидными болтами для шпин- Тип II ТипШ 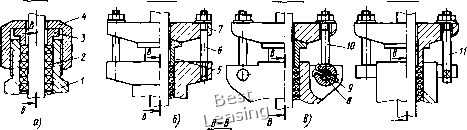 Размеры, мм, сальниковых камер арматуры Тип i,ff,m,iv Испопнеиие1 Исполнение2 Исполнение3 Исполнение!/ Исполнение 5 Тип П,Ш,1У Исполнение 6 Исполнение!   Рис. 10.19. Конструкции сальниковых уплотнений арматуры: 1 - камера сальниковая; 2 - кольцо сальниковое; 3 - втулка сальниковая; 4 - гайка накидная; 5-втулка; б - шпилька; 7 - фланец сальниковый; 8 - ось; 9 - шплинт; /О - болт откидной; У/ -болт анкерный; 12 - кольцо поднабивочное; /3 - втулка поднабивочная; \4 - кольцо промежуточное; /5 - кольцо фонарное деля диаметром 8 - 120 мм на давление до 6,3 МПа (рис. 10.19, в); IV- с нажимным фланцем и анкерными болтами для шпинделя диаметром 8 - 120 мм на давление до 1,6 МПа (рис. 10.19, г). Для каждого типа предусмотрено несколько исполнений по конструкции пакета набивки (см. рис. 10.19). На рис. 10.20 показана конструкция сальниковой камеры арматуры, в табл. 10.3 даны основные размеры сальниковых камер. В табл. 10.4 приведены материалы и марки набивок, используемых в сальниковых уплотнениях арматуры, и даны 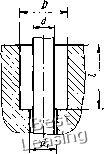 Рис. 10.20. Сальниковая камера их некоторые характеристики. Волокнистый материал ФУМ является сополимером фторопласта-4 и имеет высокую пластичность. Размеры уплотнительных колец из фторопласта-4 (рис. 10.21, а) и материалов на основе набивок и из ФУМ (рис. 10.21, б) приведены в табл. 10.5. Другие детали сальниковых узлов (см. рис. 10.19) изготовляют из следующих материалов: кольцо поднабивочное - СтО, СтЗкп (ГОСТ 380-71), 10Х17Н13М2Т, 12Х18Н9Т (ГОСТ 5632-72), ЛМц58-2, ЛС59-1 (ГОСТ 15527-70), БрАЖМцЮ-3-1,5, БрАЖН10-4-4 (ГОСТ 18175-78); втулка сальниковая - СтЗ (ГОСТ 380-71), сталь Юкп (ГОСТ 10702-78), А12 (ГОСТ 1414-75), 10Х17Н13М2Т, 12Х18Н9Т, 14Х17Н2(ГОСТ 5632-72), ЛМцС58-2-2 (ГОСТ 17711-80), ЛМц58-2Л (ГОСТ 15527-70), чугун ЧН5Г8 или ГН8-5 (ОСТ 2607-316-77); фланец (тип I)-Ст5 (ГОСТ 380-71), сталь 20 (ГОСТ 1050-74), отливка 25Л-П (ОСТ 2607-316-77), 12Х18Н9ТЛ, 14Х18Н4Г4Л, 12Х18Н12МЗТЛ (ГОСТ 2176-77), 12Х17Н13МЗТ, 12Х18Н9Т (ГОСТ 5632-
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 [ 60 ] 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||