

|
|

|
Промышленный лизинг
Методички
ние применяли специальные винтовые приспособления, соединенные попарно перекладинами из труб диаметром 36 мм. Плавным вращением ручек винтовых приспособлений добивались проектного положения опорных плоскостей опорных узлов. С помощью отвеса, линейки, угломера, нивелира и машиностроительного уровня выверяли йолокенйе опорных платиков плоских каркасов относительно узкой и широкой чугунных направляющих. После окончательной проверки проектных отметок фиксировали плоские каркасы отдельными стержнями и маячными хомутами. Затем снимали и собирали каркасы балок (рис. 99) Каркасы балок собирали в> определенном порядке. Вначале размечали места установки хомутов и других стержней, затем  Рис. 99. Сборка металлического каркаса раскладывали их в технологической последовательности, приваривая их к стальным полосам. Сборку каркаса передней части станины начинали с установки и закрепления боковой рамы, предназначенной для крепления коробки подач суппорта. Установку и выверку рамы производили с помощью отвеса и угломера. Рама после установки и закрепления должна быть строго перпендикулярна к нижней плите. Отклонения ее боковых поверхностей от заданного положения не должны выходить за пределы припусков, оставленных на окончательную механическую обработку после бетонирования. Затем собирали каркас передней части. После сборки каркасов балок и каркаса под переднюю часть устанавливали внутренние щиты опалубки балок и диафрагм, а затем монтировали предохранительные листы диафрагм и облицовочные листы балок с приваренными к ним анкерами. Сборку каркасов диафрагм начинали с установки хомутов, сквозь которые продевали горизонтальные наклонные рабочие стержни. Одновременно со сборкой каркасов диафрагм вели монтаж и закрепление платиков и труб для транспортировочных валиков. Хомуты, охватывающие трубы и связывающие их с полосой, изготавливали из арматуры периодического профиля с загибом в горячем состоянии по трубе. Они должны плотно облегать трубу. 166 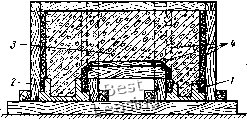 После сборки каркаса и установки платиков тщательно осматривали и проверяли положения стержней каркаса и платиков, устраняли замеченные дефекты и очищали сварные швы от шлака. После продувания каркаса сжатым воздухом с целью очистки от шлака и мусора устанавливали предохранительные сетки, которые привязывали к каркасу проволокой. Для предотвращения заплывания цементным молоком открытых металлических поверхностей платиков, направляющих и внутренних поверхностей монтажных труб их смазывали тонким слоем отработанного машинного масла. На этом работа по подготовке каркаса-к установке опалубки заканчивалась. Для изготовления станины была принята деревянная опалубка из сосновых досок толщиной АО мм и брусьев. Опалубка представляет собой деревянную щитовую сборно-разборную конструкцию, состоящую из наружных и внутренних щитов балок (рис. 00), щитов диафрагм и брусков крепления. Для получения хороших бетонных поверхностей внутренние поверхности щитов облицованы кровельным листом. Опалубку в проектное положение устанавливали в строго определенной последовательности, увязывая с арматурными работами. Так, внутренние щиты опалубки балок и щиты диафрагм уста- навливали после сборки каркаса балок и обязательно до сборк» каркаса диафрагм. Затем собирали наружные щиты балок и раскрепляли опалубку планками. Для изготовления станины применялся бетон марки 500. Бетонную смесь уплотняли с помощью глубинных вибраторов И-116.. Бетонировали станину непрерывно в течение 4 ч. Для сокращения времени твердения бетона применяли искусственный ускоряющий метод - термовлажностную обработку в паровоздушной среде со следующим режимом: подъем температуры до 308,15-313,15° К (35-40° С) в течение 3 ч; пропарка в течение 24 ч при той же температуре; снижение температуры при закрытой камере со скоростью 10 град/ч; выдержка при 15 ± 5° в течение трех суток. После остывания поверхности станины до температуры окружающей среды и достижения бетоном соответствующей прочности производилась распалубка станины. Сначала были сняты щиты с наружных и торцовых, а затем с внутренних поверхностей балок. После этого извлекали ящики, образующие пустоты. Рис. 100. Схема установки опалубки: / - узкая направляющая; 2 - широкая направляющая; 3-диафрагма; 4-щиты опалубки Окраска станины состояла из следующих основных операций: подготовки поверхности к огрунтовке, огрунтовки, шпатлевки, повторной огрунтовки и окраски нитроэмалями. Грунты, шпатлевки и нитроэмали, применяемые для окраски железобетонной станины, маслостойкие, разведенные на основе мочевинных и формальдегидных растворителей. В качестве материала огрунтовки применялся нитро-грунт УБГ-1. Шпатлевку поверхностей выполняли нитрошпат-левкой АШ-30 с последующей зачисткой наждачной бумагой. После зачистки наносили вторичную огрунтовку. Такая обработка поверхности полностью защищает бетон от агрессивного влияния масел и охлаждающих жидкостей в процесс-е механической обработки и сборки. После механической обработки, сборки и испытания всех узлов станка был нанесен окончательный слой нитроэмали 924. Технология окончательной обработки железобетонной станины ничем не отличалась от обработки чугунных станин такого же типа и производилась на тех же станках. В результате чистовой механической обработки с рабочих поверхностей станины был снят припуск, оставленный на неточность изготовления. СТАНИНА БЕСЦЕНТРОВО-ТОКАРНОГО СТАНКА МОДЕЛИ 9340 Ново-Краматорский машиностроительный завод изготовил для Краматорского завода тяжелого станкостроения серию железобетонных станин, описание конструкции которых дано ранее. Изготовление железобетонных станин производили в пропарочной камере ямного типа. Металлическую облицовку (рис. 101) изготовляли из стального листа толщиной 2 мм. Для сборки ее с платиками предусматривались отверстия. Посредине в облицовке размещался желоб для стока масла. После. изготовления была проведена проверка на герметичность сварных швов. Торцевой платик сваривали из стальных листов (рис. 102). С одной стороны приваривали лист толщиной 10 мм, с другой стороны - бобышки с желобом в местах крепежных резьбовых отверстий. Направляющие, опорные узлы и торцевой платик после сварки подвергались механической обработке с припуском 8-10 мм. Пригонка металлических закладных частей осуществлялась при монтаже их в опалубке. Деревянная опалубка, состоящая из боковых, торцевых щитов и нижней опорной рамы (рис. 103), изготовлялась в столярной мастерской. Чтобы увеличить срок службы опалубки, рабочие новерхности щитов облицовывали тонким стальным листом толщиной 0,25 мм. Для образования пустот были изготовлены деревянные ящики. Их делали разборными, чтобы можно было вынуть из конструкции после бетонирования. Рис. 101. Металлическая облицовка: / - стеика торцевая; 2 - окно для платика; 3-желоб; 4-окно слива масла; 5-лист; «-вырез под ребро •
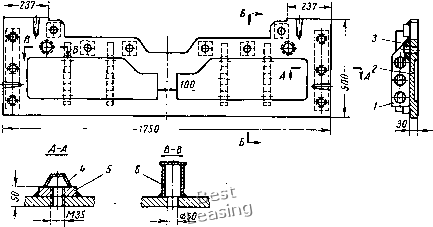 Рис. 102. Торцовый платик: /-ребро; 2 - лист; 3 -бобышка; 4 -желоб; 5 - платик; 6 - стакан 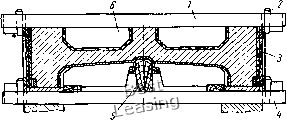 Рис. 103. Опалубка железобетонной станины: / - стяжной брус; 2 ~ клин; 3 - боковой щит; 4 - основание; 5-брус; 6 - ящик для образования пустоты Щиты опалубки крепили с помощью деревянных клиньев. Арматурный каркас для упрощения его изготовления был разбит на ряд элементов. Каждый элемент каркаса - нижняя его часть, рабочая сетка и т. д. - изготавливался отдельно. На монтаж и сборку опалубки, металлических закладных частей и арматурного каркаса был разработан подробный технологический процесс с указанием времени на каждую операцию (см. приложение, табл. 2) Монтаж закладных частей в опалубке начинали с установки на деревянные бруски направляющих, которые выверяли и закрепляли на стенде. Затем монтировали торцевой платик, который устанавливали непосредственно на направляющие. При этом контролировали прилегание опорных мест торцевого платика к направляющим  Рис. 104. Соединение торцового платика с направляющей: / - торцевой платик; 2 - косынка; 3 - направляющая 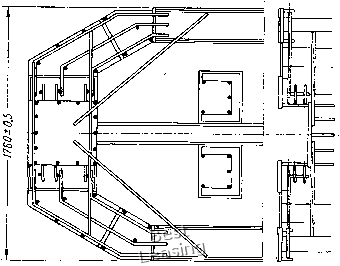 Рис. 105. Анкеровка заднего платика И перпендикулярность его к плоскости стенда. Для обеспечения жесткости соединения к направляющим и торцовому платику приваривали косынки (рис. 104). После этого устанавливали задний платик и платики под упоры каретки. 170 Наиболее трудоемким оказался монтаж металлической облицовки, которая своими краями упирается в вертикальные стенки направляющих. Во избежание деформаций облицовку к направляющим приваривали прерывистым швом. Для лучшего прилегания облицовки к направляющим ее нагружали сверху. Сливную трубу приваривали к облицовке таким образом, чтобы вырез в трубе и отверстие в облицовке совпадали. Монтажные арматурные работы начинали с приварки анкерных стержней к платикам, торцовому платику и облицовке.  Рис. 106. Изготовление металлического каркаса железобетонной станины Затем к вертикальным стенкам направляющих приваривали хомуты. Для усиления анкеровки заднего платика, воспринимающего большие сдвигающие усилия в процессе эксплуатации станка, к нему приваривали два наклонных стержня (рис. 105). Далее следовала установка рабочей сетки, нижней части каркаса, вертикальных стержней внутренних балок; приварка гнутых стержней к рабочим продольным стержням каркаса, к торцовому платику и монтаж труб для транспортирования (рис. 106). Сборка опалубки заключалась в установке боковых щитов, деревянного упора под задний платик и соединительных брусков с клиньями. Бетон в конструкции уплотняли ручными вибраторами. После бетонирования станины подвергались термовлажностной обработке. На рис. 107 изображены секции железобетонной станины в пропарочной камере (опалубка снята), а на рис. 108 показана погрузка секции. Лосле изготовления станины подвергались механической обработке. В отличие от механической обработки чугунных станин 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 [ 26 ] 27 28 29 30 31 32 33 |
||||||||||||||||||||||||||||||