

|
|

|
Промышленный лизинг
Методички
в спецификации должны быть эскизы стержней и аНкероВ, их диаметр, количество, длина и вес. Рекомендуется давать таблицу с указанием расхода материала: металла, арматурной стали (в кг) и бетона (в лс"). (лист)) 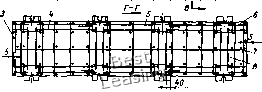 
Рис. 18. Арматурный каркас железобетонной плиты Рабочий Проект железобетонной базовой детали состоит из следующих чертежей: общий вид и размеры железобетонной детали с монтируемыми на ней узлами и механизмами; рабочий чертеж железобетонной детали; детальные чертежи металлических закладных частей и арматурного каркаса; общий вид и разрезы технологической оснастки (деревянной опалубки и т. д.); детальные чертежи технологической оснастки. Обязательным условием проектирования является сравнение жесткостных показателей EJ, определенных для железобетонной и металлической деталей. КОНСТРУИРОВАНИЕ ЭЛЕМЕНТОВ И УЗЛОВ ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН Элементами конструкций железобетонных базовых деталей машин являются балки, плиты, локи, стойки и т. д. Наличие массивных металлических закладных частей влияет на конструирование этих элементов. В большинстве случаев длинномерные металлические закладные части служат основой для образования элементов железобетонных деталей. Направляющие движения, длиной до 8 м, являются базой для образования продольных балок, а металлические опорные плиты - железобетонных блоков. 46 Станины тяжелых токарных станков состоят из двух (иногда трех, четырех) продольных балок с располагающимися вверху чугунными направляющими, ряда поперечных балок (диафрагм) и массивного блока с чугунной (или сварной) плитой, предназначенной для установки передней бабки. Элементы конструкций железобетонных базовых деталей включают отдельные узлы: фундаментные опоры, узлы крепления и стыки, масляные ванны и др. Металлические закладные части следует проектировать из сталей, отвечающих условиям свариваемости, а их конструкция должна обеспечивать удобство изготовления. При конструировании закладных частей необходимо предусматривать надежное крепление их в бетоне путем приварки к арматурному каркасу или с помощью отдельных стержней. Для анкеровки чугунных закладных частей в чугун заливают стальные стержни, к которым при монтаже приваривают анкеры. Глубина заделки анкерных стержней периодического профиля в чугуне составляет 3-4 диаметра стержня. В чугун можно заливать гладкие стержни, для чего один конец выполняют в виде вилки. Для некоторых закладных частей такой способ анкеровки бывает неприемлемым по конструктивным соображениям, тогда анкерные стержни ставят на резьбе. Приваривать к закладным частям листовую и полосовую сталь, разделяющую бетон на отдельные участки, не рекомендуется. Толщину платиков назначают по расчету или конструктивно. Они должны быть больше или равны половине диаметра привариваемых впритык стержней, но не менее 4 мм, чтобы предотвратить прожигание при сварке. Если платики после бетонирования не подвергаются механической обработке, то их следует размещать заподлицо с бетонной поверхностью. В других случаях платики выступают на величину, равную размеру припуска на механическую обработку плюс 10- 15 мм, т. е. чтобы после механической обработки они выступали из бетона. Анкерные стержни следует выполнять из горячекатаной стали периодического профиля в виде прямых коротышей без отгибов. Глубину заделки анкеров в бетоне определяют расчетом из условия обеспечения прочности и достаточной жесткости крепления закладных частей в бетоне. Это зависит от марки бетона, диаметра арматуры и возникающих в анкерах напряжений. Стержни с закладными частями следует соединять дуговой электросваркой (рис. 19). Электродуговую сварку фланговым швом рекомендуется применять для соединения внахлестку с листовым или сортовым прокатом стержней диаметром от 8 мм и выше.После сварки или отливки металлические закладные части должны пройти термическую обработку для снятия внутренних напряжений. Литые зай:ладные части должны быть обработаны дй бетонирования Припуск на обрабатываемые после бетонирования рабочие поверхности составляет 7-10 мм, в зависимости от характера обработки и размеров закладных частей. 1/430
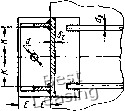
A-l dS-tO 4-11 l/lO-iO A-IlldB-i*0 Рис. 19. Соединение анкерных стержней с закладными частями Опорные узлы. Машины с фундаментом можно соединять различными способами: подливкой цементным раствором, с помощью фундаментных болтов, винтами с резиновой втулкой [19]. Первый 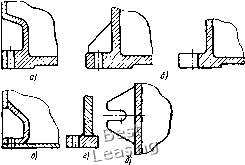 Рис. 20. Виды опорных узлов металлических базовых деталей способ применяют для установки небольших токарных, фрезерных и ApyfHX станков. Под основание машины, установленной и выверенной на металлических подкладках, вводят цементный раствор, который соединяется с поверхностью подошвы и фундамента. Никаких дополнительных креплений не требуется. Основание базовой детали выполняется гладким, без платиков, 4§ При креплении машины к фундаменту болтами в базовой детали для них предусматривают отверстия. Выверяют машину на фундаменте с помощью металлических подкладок или регулируемых клиньев. После выверки базовая деталь подливается цементным раствором. Для размещения фундаментных болтов базовые детали выполняют с фланцами. Если для уменьшения габаритов опорная поверхность развивается внутрь и болты размещаются внутри базовой детали, то в местах установки болтов делают карманы (рис. 20, а, в, г). Иногда для болтов предусматривают лапы (рис. 20, б, г, д).  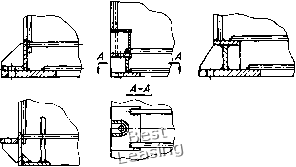 Рис. 21. Виды опорных узлов железобетонных базовых деталей На рис. 21 показаны примеры выполнения опорных узлов в железобетонных базовых деталях машин. Наибольшее распространение получили внутренние и наружные фундаментные опоры. Внутренние опоры состоят из основного платика с приваренным карманом под гаечный ключ. Анкеровка опоры в бетоне осу-щестйляется путем приварки продольных, поперечных и вертикальных стержней. Наружные опоры состоят из платиков с отверстием и приваренных к нему ребер жесткости. При проектировании опорных узлов необходимо предусматривать удобство анкеровки и обеспечение защитного слоя. Выбор размеров опорного узла в зависимости от диаметра фундаментных болтов производится по табл. 5. Крепление узлов и механизмов. Наиболее распространено в машиностроении болтовое и шпилечное соединение деталей. При болтовом соединении в деталях предусматривают окна или карманы для ввода болта в отверстие. При шпилечном соединении таких окон и карманов не требуется, что является одним из его преимуществ. На рис. 22 показаны различные способы соединения узлов с железобетонной деталью. Для шпилечного соединения достаточно в железобетонной детали предусмотреть опорный платик с резьбовым отверстием, в которое ввертывается шпилька (рис. 22, а). Болтовое соединение может быть осуществлено различными способами. В опорной металлической плите делают паз, заканчивающийся отверстием, диаметр которого соответствует диаметру головки болта. Болт вставляют головкой в отверстие и перемещают вдоль паза (рис. 22, б). 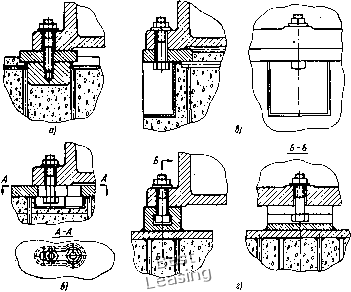 Рис. 22. Способы крепления механизмов и узлов к железобетонным базовым деталям Для ввода болта в отверстие можно предусмотреть карман из тонкого стального листа, привариваемого к опорному платику (рис. 22, в). При креплении двигателей, редукторов можно рекомендовать салазки с Т-образным пазом, которые привариваются к основному опорному платику (рис. 22, г). Способ крепления выбирают в каждом случае в зависимости от конструкции железобетонной детали и условий сборки машины. Образование отверстий в железобетонных деталях. В железобетонных деталях отверстия сверлятся в металлических закладных частях. Толщина платиков и бобышек должна быть достаточной. Она определяется для гладких отверстий длиной сверления с некоторым запасом, обеспечивающим цельность бобышки, а для резьбовых отверстий учитывается глубина сверления отвер>-стия под резьбу (рис. 23, а) (табл. 6). В целях экономии металла 50 Таблица 5 Выбор размеров Опорных узлОй Железобетонных деталей машин 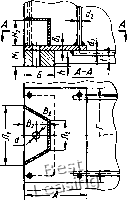
 Размеры в м.м
Выбор размеров бобышек Таблица 6 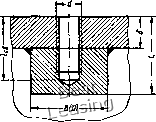
0 1 2 3 4 5 [ 6 ] 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||