

|
|

|
Промышленный лизинг
Методички
фики скоростей приводов резания и подач, решать задачи по кинематической модернизации станков. Кроме того, при задании учащимся дополнительных условий, они могут решать разнообразные задачи по определению количества скоростей приводов, величины диапазона изменения частот вращения валов, знаменателя ряда частот вращения шпинделя или подач, передаточных отношений и т. п. Для того чтобы схемы можно было использовать многократно, целесообразно заполнять их мягким карандашом. Широкие возможности разнообразия заданий, быстрота их выдачи и контроля позволяют при этом методе обходиться на практических занятиях без деления академической группы на подгруппы. Лабораторные занятия. Применение немых схем на лабораторных занятиях позволяет подавляющую часть времени уделять практическому изучению станка, его наладке, настройке и проверке в работе, значительно экономя время на зарисовках, которыми приходится заниматься учащимся при отсутствии немых схем. При настройке станка для производства заданной операции или перехода учащиеся на контурной схеме общего вида станка показывают карандашом жирными линиями положение всех рукояток управления коробкой скоростей для обеспечения оптимальной частоты вращения шпинделя и положения рукояток механизма подач для получения нужной подачи или шага резьбы. На немых кинематических схемах учащийся должен жирными линиями или цветным карандашом показать положение подвижных блоков шестерен, кулачковых и фрикционных муфт и числа зубьев сменных колес для получения необходимой частоты вращения шпинделя, подачи или шага резьбы, а также раскрасить в нужные цвета шестерни и шкивы, участвующие в передаче движения от электродвигателя до рабочих органов станка (рис. 3, см. вкладку). Для проведения работ по паспортизации металлорежущих станков рациональность применения немых схем также вполне очевидна. На лабораторных занятиях, по-видимому, следует изучать те станки, которые имеются в станочном парке учебной мастерской или лаборатории. Наиболее трудно-усваиваемые конструкции станков целесообразно изучать на лекциях, а остальные на практических занятиях. Домашние задания. Наличие немых схем расширяет возможности н существенно облегчает выдачу учащимся домашних расчетных заданий по кинематике станков, их кинематической модернизации, настройке станков на заданные переходы и т. п. Особо широкое применение немые схемы могут найти в системе заочного обучения для выдачи домашних контрольных работ. Следует заметить, что применение немых схем сокращает время для выполнения домашних заданий и одновременно позволяет повышать научно-теоретический уровень этих занятий. Зачеты и экзамены. Исключительное значение приобретает метод использования немых схем для проведения контрольных работ, зачетов и экзаменов, так как он позволяет достоверно и быстро выявить знания учащихся по курсу. Таким образом, применение немых схем прн проведении лекционных, практических и лабораторных занятий позволяет преподавателю накапливать материал для оценки работы учащихся по мере выполнения ими заданий и ставить зачет без затрат дополнительного времени. За счет уменьшения времени, затрачиваемого преподавателем и особенно учащимися на графические работы, а также за счет перенесения части курса на самостоятельную проработку, этот метод позволяет существенно сократить требующееся количество часов на лекции и практические занятия. Методические указания по использованию в учебном процессе контурных общих видов станков и немых кинематических схем для различных видов занятий составлены на основе длительного опыта работы кафедры «Технология металлов и технология машиностроения» Ленинградского технологического института ЦБП, а также машиностроительных техникумов. Однако в зависимости от программ, количества отведенных часов на изучение курса металлорежущих станков, квалификации учащихся и т. п. каждый преподаватель может применять и другую методику использования этих учебных пособий. Так, при небольшом количестве часов, отводимых по учебному плану на изучение станков, для равномерного испо.1ьзования эсех графи- ческих .материалов учейгого пособия нмеюгциеся схемы целесосбря ino разбить на н- сколько ко.чплектов, каждый из которых охватывает все ocitOBiihie типы станко». Данное учебпое пособие составлено согласно тмпопон программе для специал -ности «Обработка металлов резанием» курса «Лкгаллорежущне стинки», утвержден ной Учебно-методическим управлением MB и ССО СССР. Металлорежущие станки, их механизмы и кинематические схемы Классификация и нумерация станков. В станкостроении выпускаются следук щие виды наиболее распространенных станков (рис. 4); / - токарно-винторезны станок; 2 - двулстоечный токарно-карусельный станок; S - токарно-револьвв! • ный станок; 4 - одношпиндельный токарно-револьверный автомат; 5 - многошпиндельный токарный автомат; 6 - токарный многорезцовый гидрокопировальны i полуавтомат; 7 - вертикально-сверлильный станок; 8 - радиально-сверлильныЦ станок; 9 - горизонтально-расточный станок; 10 - координатно-расточный станок; - консольный вертикально-фрезерный станок; 12 - бесконсольиый вертикально-фрезерный станок; 13 - продольно-фрезерный станок; 14 - копировально-фрезерный полуавтомат; 15 - поперечно-строгальный станок (шепинг); 16 - двухстоеч ный продольно-строгальный станок; /7 - долбежный станок; /8 - горизонтально-протяжный станок; 19 - двухпозиционный вертикально-протяжный станок; 20 -круглошлнфовальный станок; 21 - бесцентровый круглошлифовальный станок 22 - внутришлифовальный станок; 23 - плоскошлифовальный станок; 24 - универсально-заточной станок. На рисунках этих станков стрелками и индексами показывают основные виды движении их рабочих органов. Для изучения принципов нумерации моделей станков учащиеся вписывают в соответствующие графы формы, приведенной на рис. 5, наименование групп и тип- * металлорежущих станков согласно принятой ЭНИМСом системы нумерации станков [6]. Условные обозначения в графических схемах. Наиболее употребительные в станкостроении графические условные обозначения для кинематических схем согласи > ГОСТ 2.770-68 приведены на рнс. 6*: / - двигатель(общее обозначение); 2 - вал. валик, ось, стержень, шатун и т. п.; 3 - конец шпинделя для центровых работ; 4 - конец шпинделя для патронных работ; 5 - конец шпинделя для работ с цанговым патроном; 6 - конец шпинделя для сверлильных работ; 7 - конец шпиндел < для расточных работ с планшайбой; 8 - конец шпинделя для фрезерных работ; 9 - конец шпинделя для кругло-, плоско- и резьбошлпфовальных работ; 10 - ходовой винт для передачи движения; - неразъемная маточная гайка; 12 - неразъемная маточная гайка с шариками; 13 - разъемная маточная гайка скольжения; 14 -подшипник радиальный на валу (без уточнения типа); 16 - то же радиально-упорны? односторонний; 10 -то же радиально-упорный двусторонний; /7-подшипннн скольжения упорный односторонний; 18 - то же упорный двусторонний; 19 -то ж< радиальный; 20 - то же радиальный самоустанавливающийся; 2/- то же ради ально-упорный односторонний; 22 - то же радиально-упорный двусторонний 23, 24 - подшипник упорный односторонний на валу (без уточнения типа); 25, 26 -то же упорный двусгоронний; 27 - подшипник качения радиальный (общее обозна чение): :/8 - го же радймльный роликст.н!; 29 - то же радиальный самоустаиавли вающнйся; 34 - то не и;: lllaл но-упО1ный о.чносгоропнин; 31 - то же радиальный -серии 318010»; 32 - го ,ке радийльио-ун-.рным цву.;горонннй; 33 - то же радиальнл упорный роликовый двусторонний. 3-t - го же радиально-упорный роликовый одно сторонний; 35. 36 - тс же yuopiijii lU-ipuKOBuii о.тниарный; 37 - то же упорны! шариковый двойной; -П - соедикеиле детали с валом свободное при вращении 39 - то же подвижное без вращения; Ю - то же при помощи вытяжной шпонки * Позиции )-V малян ста нкостпоен .1 ii 1ни н1.1потирнн согласно ноп 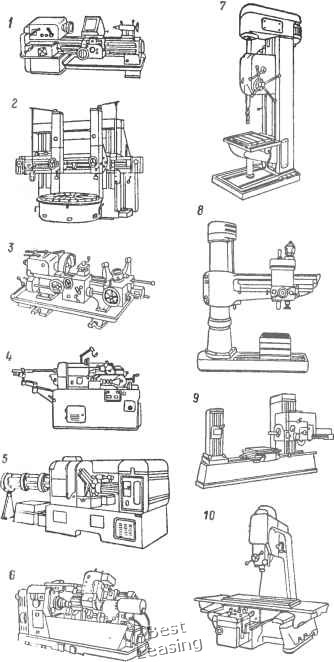 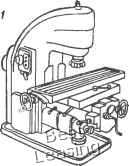  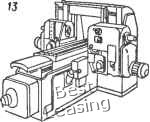  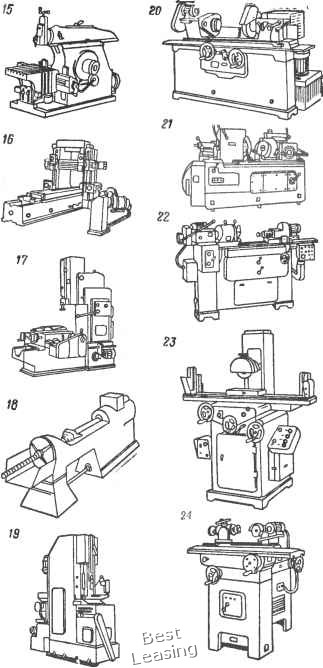 Рис. 4. Классификация металлорежущих станков
Рис, 5. Форма для сслтавлення системы нумерации металлорежущих спшкоь 0 [ 1 ] 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||