

|
|

|
Промышленный лизинг
Методички
Требования к конструкции электродов для прессовой сварки в значительной степени определяются видом сварного соединения, а также размерами и конфигурацией изделия. На рьс. 64 даны примеры взаим-ного расположения соединяемых изделий, определяющих вид сварного 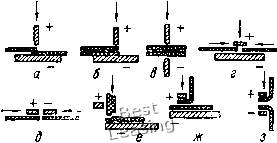 Рнс. 64. Примеры взаимного расположения соединяемых изделий и варианты размещения электродов при сварке: а, б, * -внахлест; г, О, ?встык; ж, э-с отбортовкой; высоковольтный электрод обозначен знаком 4-f»; заземленный -наком «-» Рис. 65. Стыковая высокочастотная сварка листового пластика на упругой иетермопласгичной прокладке: / подложка; 2 - свариваемый материал; 3-упругая нетермопластичная прокладка; 4 диэлектрический корпус; 5 - сварочные электроды; 6 - технологическое пространство   Рис. 66. Конструкция электродов для высокочастотной сварки с одновременной вырезкой изделня: а - электрод с двусторонним скосо.м; б - электрод с одностороннем скосом; в, г, й - комбинированные электроды для отделки шва и обрезки; / - верхний электрод) 2 - свариваемые пленки; 3 - предохранительная прокладка; 4 - нижний электрод соединения, а также возможные способы размещения сварочных электродов [33). Высокочастотная сварка может выполняться как без обрезки мате-)иала вблизи сварочной зоны, так и с его обрезкой (рис. 64, а, б, да). Три сварке труб и при сварке лнсговых материалов встык, когда невозможно разместить электроды с противоположных сторон шва, применяют расположение электродов, показанное на рис. 64. В этом слу- чае с целью улучшения условий формирования сварного шва между свариваемым материалом и электродами располагают прокладку ич упругого нетермопластичного материала (рис. 6S). Расстояние между электродами при этом следует выбирать равным ширине шва. Для получения сварных соединений с повышенными прочностными характеристиками сварной шов формируют с обеих сторон свартг ваемых материалов. С этой целью применяют сварку электродами, у которых подвижный электрод является зеркальным отражением неподвижного и может отличаться от последнего только наличием режущей кромки (см. рис. 64,в). Для уменьшения вероятности электрического пробоя на кромках электродов их закругляют. Радиус закругления кромок рекомендуется брать равным 1/8 ширины сварочных электродов, которая, в свою очередь, должна быть равной двойной толщине свариваемых материалов. 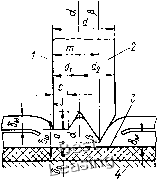 Рис. 67. Электрод для сварки с обрезкой: / - часть электрода, создающая основной цюв; 2 - часть электрода, производяная обрезку и формирующая кромку; 3- изоляционная прокладка; 4 -плита пресса; а-а- линия разъема составного электрода; В-(j- линия обрезки Для получения сварных швов с различной конфигурацией широкое распространение нах,одят электроды, представленные на рис. 66. При работе с указанными электродами с целью исключения электрического пробоя электрод, совмещенный с нижней плитой сварочного пресса, рекомендуется покрывать листом материала, имеющим высокие диэлектрические характеристики, например гетннаксом. На рис. 67 приведен эскиз электрода для выполнения фигурного шва с одновременной обрезкой [33], для которого рекомендуются Рис. 68. Форма сварочной Кромки электрода для без-облойной сварки Рис. 69. Расположение и форма несимметричных сварочных электродов для без-облойной сварки: /-фигурный электрод; 2,3 - свариваемые материалы; 4- плоский электрод следующие соотношения: fi = 0,66 т.; а= - 0,25; b = Ьт - а; di=c + 0,656; 4= 1,3(0+ &); d = di-f d; m = d]-f rf/S, где 6„-толщина одного слоя исходного материала, 6 - толщина пювной зоны; 6q - толщина материала по линии обрезки, бо=0,25 Мм; с, di, d, т - технологический размер электрода, указанный на рис. 67. Для получения сварных соединений, где наличие видимого шва нежелательно (безоблойная сварка), применяют электроды, у которых крутая сторона режущей кромки обращена в сторону рабочей части  свариваемого изделия (рис. 68 и 69). Безоблойная сварка сопровождается большим вытеканием материала из сварочной зоны по сравнению с другими видами высокочастотной сварки, а также характеризуется большими значениями удельной мощности. Последнее вызвано тем, что давление при безоблойной сварке должно выбираться меньше обычного. СВАРОЧНОЕ ОБОРУДОВАНИЕ Основными узлами установки для высокочастотной сварки пластмасс являются генератор высокой частоты и сварочный пресс, который 32. Основные характеристики ручных установок дяя высокочастотно."! сварки
Площадь сварного uiBaj см*. 33. Основные параметры прессовых установок для высокочастотной сварки (СССР)
Макс1гаальная площадь сварки, см». 34. Основные параметры прессовых установок серии УЗП (НРБ) для высокочастотной сварки
* Без учета мощности, потребляе?.1о прессом. включает сварочные электроды и механизм привода электродов. Генератор высокой частоты выполняется в виде отдельного модуля или в виде единой конструкции со сварочным прессом. По принципу работы различают установки периодического и непрерывного действия, по конструктивному исполнению - ручные и стационарные. Ручные установки используются главным образом для работ при упаковке, а также для получения сварного шва небольшой про- тяженностй и представляют собой малогабаритные настольные приборы, собранные из высокочастотного генератора и ручных сварочных клещей. Основные характеристики отечественных и находящих применение в нашей стране зарубежных ручных сварочных установок приведены в табл. 32 [10, 34]. Технологическая часть стационарных установок для периодической сварки представляет собой пресс с рычажным ножным, электромеханическим, пневматическим или гидравлическим приводом. На плитах пресса располагаются пластины рабочего конденсатора (сварочные электроды). Мощность пресса и его размеры зависят от формы и размеров свариваемых изделий. В табл. 33-35 приведены основные параметры разработанных в СХХР, НРБ и ГДР прессовых установок для высокочастотной сварки полимерных материалов. Разработчик серии ВЧД - Всесоюзный научно-исследовательский проектно-конструкторский и технологический институт токов высокой частоты им. В. П. Вологдина (ВНИИТВЧ) (СССР), серии УЗП - «Промышлена электроника» (НРБ), серии «Фо-липресс» - «Стеремат» (ГДР). Рабочая частота установок серий ВЧД, УЗП и Фолипресс - 27,12, а серии ЛСП (СССР) - 40,68 МГц. 35. Основные параметры прессовых установок серии «Фолипресс» (ГДР) для высокочастотной сварки
Электрическая схема генератора установок серии ВЧД обеспечивает стабилизацию и плавное регулирование величины выпрямленного напряжения в пределах 15-100 % от максимального значения. Для предупреждения повреждений электродов при электрическом пробое свариваемого материала применена электронная защита, мгновенно отключающая анодное напряжение. Установка ВЧД 3-1,6/27 имеет сварочный Пресс консольного типа. Кроме небольших позволяет сваривать последовательным способом и крупногабаритные изделия, для размещения которых в нижней части экрана имеются карманы. Установки ВЧД2-4/27, ВЧД6-4/27, ВЧД9-4/27, ВЧД 10-4/27 п ВЧД6-10/27 снабжены двумя несвязанными загрузочными столами, которые поочередно подаются под пресс. Установка ВЧД7-10/7 предназначена для (;варки изделий из рулонного материала шириной до 1 м, который экранируется с помощью волноводных устройств. Для установок типа ВЧД все операции спарочного цикла выполняются автоматически. К сварочным установкам непрерывного действия относится машина ЛСГ-0,2, предназначенная для роликовой сварки пластмасс токами высокой частоты. Основные параметры установки ЛГС-0,2 Скорость подачи материала, м/мнн........... 0,5-3,0 Ширина шва, мм..................... 2-3 Удельное давление на материал, МПг . ........ 0,2-2 Максимальная мощность, кВт! потребляемая.................... Ы колебательная.................... 0,2 Напряжение питающей сети, В............. 220 Рабочая частота, МГц.................. 39 Глава 8 СВАРКА ИЗЛУЧЕНИЕМ ХАРАКТЕРИСТИКА И ОБЛАСТИ ПРИМЕНЕНИЯ Сварка излучением подразделяется на сварку инфракрасным излучением (ИК-излученнем), световыми лучами и лазерным излучением. Отличительными особенностями сварки излучением являются отсутствие при иагреве прямого контакта между поверхностью излучателя и нагреваемой поверхностью; возможность в широких пределах управлять режимами нагрева, изменяя мощность излучения и поглощающую способность облучаемого материала. 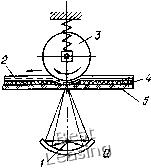 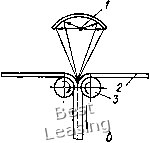 Рис. 70. Способы сварки полимерных материалов излучением: а - подвод излучения к наружной по отношению к сварочной зове поверхности; б - подво,1 излучения к соединяемым поверхностям; /- источник излучения; 2 - свариваемый материал; .1 - прижимной ролнк; 4 - прокладка; 5 - прозрачная для излучения опора При сварке излучением могут облучаться соединяемые поверхности или поверхности, которые являются наружными по отношению к сварочной зоне (рис. 70). Сварка излучением может выполняться как без применения присадочного материала, так и с его применением. Используется она для соединения внахлест пленочных полимерных материалов, синтетических швейных материалов, а также для стыковых соединений труб и листовых пластмасс, главным образом, из полиэтилена, полипропилена, пластифицированного н непластифицнрованиого поливинилхлорида. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 [ 14 ] 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||