

|
|

|
Промышленный лизинг
Методички
СВАРКА ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ ИК-излучение занимает область спектра электромагнитных колебаний от 0,76 до 1000 мкм и, также как и видимый свет, подчиняется законам геометрической и волновой оптики. При облучении соединяемых материалов ИК-лучи могут отражаться поверхностью материала, рассеиваться и поглощаться в объеме материала, а также частично пропускаться, что количественно характеризуется коэффициентами отражения, рассеяния, поглощения и пропускания. Энергия ИК-излу-чення, поглощенная материалом, превращается в тепловую энергию, нагревая материал до необходимой температуры. При этом эффективность нагрева в значительной степени зависит от правильного выбора типа излучателя по отношению к нагреваемым материалам, что связано со спектральным распределением энергии излучения и спектральной зависимостью коэффициента поглощения облучаемых материалов. К основным параметрам ПК-излучения и нагрева облучаемых материалов относятся: мощность излучения Р (Вт), энергетическая светимость R (Вт/м), спектральная плотность излучения г (Вт/м), энергетическая освещенность £ (Вт/м), спектральный коэффициент поглощения а, время облучения i, с. Важнейшей характеристикой, определяющей процессы теплового излучения тел, является температура. Для абсолютно черного тела суммарная плотность излучения описывается формулой R = оТ, где с ~ 5,67 • 10" Вт/(м2 • К*) - постоянная Больцмана, Т - абсолютная температура тела излучения, К. Распределение по спектру плотности излучения абсолютно черного тела имеет вид кривой с одним максимумом. Длина волны, отвечающая указанному максимуму излучения, определяется по формуле = 2,899 10-8/Г, мкм. Значения длины волны Ху соответствующие максимуму спектральной плотности излучения абсолютно черного тела для разных температур Xint мкм t, С t, "С 1026. 1046. 1066. 1086 . 1Ш6. П26. 1146. 1166. 1186. 1226. 1246 . 1206. 1286 . 1306. 3,849 3,749 3,654 3,565 3,479 3,397 3,320 3,245 3,174 3,041 2,978 2,918 2,861 2, 805 1326 . 1346 . 1366 . 1386 . 1406 . 1426 . 1446 . 1466 . I486 . 1506 . 1526 . 1546 . 1596. Х/т мкм 2,752 2,701 2,65! 2,604 2,558 2,513 2,471 2,429 2,389 2,350 2,313 2.276 2,190 У большинства твердых тел с шероховатыми поверхностями распределение энергии по спектру имеет такой же характер, как и у абсолютно черного тела. Это так называемые серые тела. Для таких тел суммарная плотность излучения R = Kj-oT где Bj-- коэффициент излучения, характеризующий отношение плотности излучения серых тел к плотности излучения абсолютно черного тела при одинаковой температуре. Прн рассмотрении излучения в узкой области спектра вместо е- вводится спектральный коэффициент излучения е;, аа- висящий от материала, состояния излучающей поверхности, степени ее окисления и температуры. Значения Ej. и е для ряда материалов, которые могут быть использованы при сварке пластмасс ИК-излучением, приведены на рис. 71 и 72. Нагрев облучаемых материалов характеризуется их спектральными коэффициентами пропускания, данные о которых, в отличие от данных по спектральным коэффициентам пог-лощения, достаточно широко приводятся в справочной литературе. На рис. 73-75 при- 0,6 ведены спектральные коэффициенты пропускания, а на рис. 76 - коэффициенты погло-щения ряда полимерных материалов [21]. По степени пропускания ИК-излучення полимеры располагаются в следующем порядке: фторо- пласты (фторопласт-4, фторопласт-3, фторо-лон); полиолефины (полиэтилен, сополимер этилена с пропиленом, полипропилен); поливинилхлорид; полиэтилентерефталат; полиамиды; пентапласт (рис. 77) 29]. При выборе материала ИК-излучателя надо принимать во внимание спектральные характеристики соединяемых полимерных материалов, которые учитывают их поглощающую способность к ИК-излученига. Учитывая, что полимеры в большинстве случаев проницаемы для ИК-излучения с длиной волны 2,5-3,0 мкм и лучше поглощают излучение волн большей длины, эффективный ИК-излучатель должен иметь  400 500 600 70ОТ,С Рнс. 71. Зависимость спектрального коэффициента излучения некоторых жаростойких материалов от температуры: /-нержавеющая сталь; 2 - ннкелькобальтовый сплав; 3 - ннхром максимум излучения, расположенный в этой области спектра, что отвечает температурам излучения, меньшим 700 "С. При таких температурах, однако, энергетическая светимость ИК-излучателя недостаточна, что затрудняет получение необходимой мощности излу- 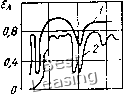 / S 9 Л мкм 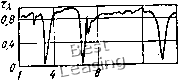 iZ Л,мкм Рис. 72. Спектральные коэффициенты излучения кварцевого стекла: / - толщина 1,6 ми, Т = 51! °С; 2 - толщина 2 мм, Т = 200 "С Рис. 73. С11ектральные коэффициенты пропускания (юлпэтнлена толщиной 0,1 мм чения в узком диапазоне длин волн, отвечающих максимальным значениям спектральных коэффициентов поглощения нагреваемых полимерных материалов. Поэтому приходится пользоваться широкополосными излучателями и при расчетах учитывать степень поглощения ИК-излучення за счет дополнительных факторов, таких как различные добавки (красители, наполнители, стабилизаторы, пластификаторы и др.). При сварке тонких полимерных материалов, пропускающих значительную часть ИК-лучей, необходимо принимать во внимание поглощающую способность технологической подложки. Для сварки ИК-излучением термопластичных материалов в качестве источников излучения используются главным образом силито-вые стержни, нагреватели из хромистой стали и кварцевые лампы стержневого типа [5, 10, 18]. ОЛ О
0,5 1,5 2,5 3,5 и,5Л,мк11 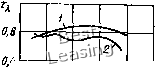 22 26 30 34 Л,11кп Рис. 74. Спектральные коэффициенты пропускания полиметилметакри-лата толщиной 0,02 мм {!) и политрихлорэтилена толщиной 3 мм (2) Рис. 75. Спектральные коэффициенты пропускания полистирола толщиной 0,025 мм (/) и полиэтилена толщиной 0,25 мм (2) Источники ИК-излучения, применяемые для сварки пластмасс, должны обеспечивать возможность регулирования мощности излучения в широких пределах и ее равномерное распределение по поверхности сварки. Наряду с перечисленными выше технологическими параметрами, определяющими процесс сварки ИК-излучением, очень важна роль подложки, на которую укладывается материал. Выбор материала под- 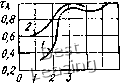 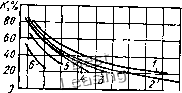 4 Л.мкМ 0.1 0,30,5 0.7 0.9 1.1 1,3 1,5 е,мм Рис. 76. Степень поглощения ИК-лучей поливинилхлоридом толщиной 0.3 (/) и 3,2 мм (2) Рис. 77. Зависимость степени проницаемости различных полимерных материалов от их толщины (излучатель - снлитовый стержень 8/150-85, нагретый до 1050 °С): / - фторопласт-4; 5 ~ полиэтилен; 3 - полнпииЕтлхлорид; 4 - сополимер этилена и пропилена СЭП-15; 5 - полиамид; 6 - пентапласт ложки И ее геометрия определяют способ создания необходимого сварочного давления. При сварке внахлестку необходимое сварочное давление может быть создано примененной в качестве подложки черной микропористой резиной или черным эластичным пенополиуретаном [29]. Материал подложки влияет иа скорость нарастания температуры и распределение температур по сечению свариваемых образцов (рис. 78) (ю]. Наиболее эффективна в этом отношении ламповая сажа. Затем следуют черная бумага, микропористая саженаполиенная резина, черная прорезиненная ткань. Подложки же нз таких материалов, как фторопласт, керамика и других, плохо нагревают материал. За счет теплового потока от нагретой подложки повышение температуры тонких свариваемых материалов возможно по всей толщине. При увеличении толщины свариваемых материалов нагрев может не обеспечивать повышение температуры по всей толщине материала (рис. 79). Изменяя условия и режим ИК-излучения получают заданное распределение температуры по толщине свариваемых материалов. 150 120 90 60 30 О Рис. 79. Изменение температуры по сечению пакета пленок из полиэтилена. Время облучения 15 с, излучатель- снлитовый стержень, нагретый до 1050 °С t,CSK 8пкм бОО Ш 200 20 iO 60 80 100 Т,оС Рис. 78. Зависимость температуры, развиваемой в полиэтилене, от толщины материала подложки; / - сажа; ? -черная бумага; 3 -белый поролон; 4 - белая бумага; 5 - микропористая реэина; 6 -офсетное полотно-резина; 7 - стеклоткань; 8 - без подложки Учитывая требования к подложке, связанные со способностью поглощать энергию ИК-излучения и создавать необходимое сварочное давление, рекомендуется в качестве материала подложки использовать микропористую резину, черный пенополиуретан или толстые прорезиненные ткани [15, 29]. Время сварки и предельная толщина свариваемых материалов определяются условиями ИК-излучения. Так, при использовании в качестве источника ИК-излучения силитовогостержня, нагретого до температуры 1200 °С и находящегося на расстоянии 12-14 мм от свариваемых материалов (в качестве подложки использовалась черная микропористая резина), время сварки для пакета пленок из полиэтилена высокого давления толщиной около 200 мкм составляло 2-4 с, толщиной около 2 мм - 15-20 с, для поливинил 36. Сварка ИК-излучением пленочных пакетов
хлорида толщиной около 200 мкм - 5-7 с. Табл. 36 иллюстрирует дополнительные возможности сварки ИК-нзлучением полиэтилена и поливинилхлорида (температура силиювого излучателя 1000 °Q [Ю]. В табл. 37 приведены технологические режимы сварки ИК-излучением труб из полиэтилена высокого давления и поливинилхлорида диаметром до 315 мм [10]. 37. Режим сварки труб ИК-излучением
Основным элементом установок для сварки излучением пластмасс является излучатель. Стыковая сварка листов, стержней и профильных заготовок без присадочного материала может выполняться ИК-излу-чателями, имеющими прямоугольные или фигурные нагревательные элементы. Трубы и другие профильные заготовки диаметром более 100 мм рекомендуется сваривать нагревателями, форма которых повторяет форму заготовки (табл. 38). 38. Характеристика кольцевых ИК-излучателей из стали I2X18H10T для сварки труб
При использовании для ИК-излучения нихрома или жаропрочных высоколегированных сталей излучатель следует выполнять в виде полосы. Ширина полосы и зазор между полосой и деталями определяются необходимым характером поля излучения. На рис. 80 приведено [10] распределение температуры в материале свариваемых деталей от нагревательных элементов в виде полос из стали 12Х18Н10Т толщиной 0,2 мм и длиной 100 мм; температура нагревателей - 1000 °С; расстояние от нагревателя до материала - 10 мм. В табл. 39 приведены общие характеристики отечественных кварцевых ламп стержневого типа с галогенным циклом, которые также находят широкое применение в ка- честве ИК-излучателей при сварке пластмасс. Эти лампы выполнены в виде трубки из кварцевого стекла, вдоль оси которой размещена вольфрамовая спираль. Трубка заполнена аргоном с добавкой паров йода. Поверхностная плотность излучения этих ламп в непрерывном режиме  30 10 О 10 20"200100 О 100 200 40 20 О 20 40 Ш а 6 8 Рис. 80. Распределение температуры на поверхности нагреваемого материала по ширине (а) и длине (б) от одиночного излучателя с нагревательным элементом шириной 5 мм (/), 10 мн (2), 20 мм (3), 30 мм (4), 40 мм (5); по ширине (в) от спаренного излучателя с нагревательными элементами шириной 10 мм и зазором между ними 2 мм (./), 4 мм (2), 6 мм (3), 8 мм (4), 10 мм (5) молет достигать 400 кВт/м, что позволяет в сварочных установках получать энергетическую освещенность до 100 кБт/м, а в случае импульсного режима - до 1600 кВт/м. Основная часть лучистого потока вольфрамовой спирали находится в области спектра от видимого 39. Общие характеристики кварцевых галогенных ламп стержневого типа
♦ Приведена общая длина лампы и отогнутых коицов (лампы типа КИО выпускаются с отогнутыми концами и могут эксплуатироваться в форсированном режиме), излучения до я, «5 3 мкм, а от поверхности кварцевой трубки - в области X жз 3-4 мкм. В Ждановском металлургическом институте сконструированы установки для сварки прямых (А) и угловых (Б) соединений пластмассовых труб ИК-излучением [18, 19]. На этих установках ввод излучателя между торцами труб, выбор времени нагрева излучателя, времени оплавле- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 [ 15 ] 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||