

|
|

|
Промышленный лизинг
Методички
(пленки свариваются двумя швами с одновременным" разделением по линип их оплавления между губками) (рис. 7). Этот способ пригоден для соединения пленок из материалов, которые при нагревании становятся достаточно жидкотекучими и сплавляются без приложения давления (пленки из полиамида, полиэтилентерефталата, полиэтилена высокого давления и др.). В практике для оплавления кромок часто применяют источник открытого пламени. В этом случае сварные швы характеризуются высокой прочностью, но обладают низкой морозостойкостью [29]. СВАРОЧНОЕ ОБОРУДОВАНИЕ Сварку нагретым газом с использованием присадочного материала производят преимущественно с помощью ручных нагревателей, которые по ряду общих признаков можно разделить на следующие группы: газовые нагреватели косвенного и прямого действия, нагреватели с электрообогревом. Рис. 8. Нагреватель ГЭП-2 для сварки пластмасс: / •- наконечник; 2 - ствол; 3 - фарфоровая трубка; электрическая спираль; 5- изолятор; 6 - вентиль; 7 - рукоятка; 8 - токоподво-дящнй провод; 9 -ниппель для подсоединения газового шлаига В газовых нагревателях теплоноситель нагревается теплом, выделяемым при сгорании горючего газа (водород, пропан-бутановая смесь и др.) при прохождении по змеевику, нагреваемому пламенем горючего газа (нагреватель косвенного действия) или смешении с продуктами сгорания горючего газа (нагреватель прямого действия). Нагреватели прямого действия обладают большой производительностью и коэффициентом полезного действия, температуру газовой смеси можно изменять в широких пределах вентилями горючего газа и газа-теплоносителя. Нагреватели с электрообогревом (газ-теплоноситель нагревается за счет обтекания электрических нагревательных элементов) более просты и безопасны (отсутствует открытое пламя), поэтому находят более широкое применение в производстве. Температура газа регули руется изменением электрических параметров нагревательных струментов и количества проходящего через них газа. 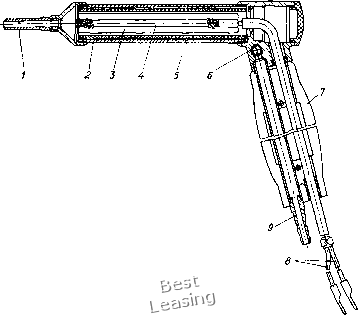 Однако в элек- трУческих нагревателях пределы регулирования температуры меньше, чем в газовых нагревателях. Нагреватели с электрообогревом могут быть двух типов - с подачей газа от внешнего источника (компрессора, баллона или воздушной магистрали) и с автономным питанием (в конструкцию нагревателя входит малогабаритный компрессор для забора и подачи воздуха в зону сварки). Для сварки пластмасс нагретым газом в стационарных условиях н условиях строительной площадки применяется электрический нагреватель ГЭП-2 (рис. 8) [35]. Основные параметры нагревателя горелки ГЭП-2 Толщина свариваемых материалов, мм, не более ... 20 Толщина материала, свариваемого за одии проход, мм 4 Диаметр присадочного прутка, мм........... 3-5 Температура газа-теплоносителя на выходе из наконечника нагревателя, " С ............... 260-600 Скорость сварки при одисслогисм шве полиэтилена толщиной 4 мм прутком диаметром 5 мм, м/ч, ве менее 22 Напряжение питания, В................. 36 Потребляемая мощность. Вт.............. 750 Давление газа-теплоноснтеля на входе нагревателя, МПа, ие более...................... 0,5 Расход газа-теплоносителя, л/ч............ 3000-7000 Масса, кг........................ 0,75 -Габаритные размеры, мм................ 210x30 Длина ствола с наконечником, мм........... 210 Диаметр ствола, мм................... 30 Разработчик нагревателя ГЗП-2~ Всесоюзный научно-исследовательский институт автогенного машиностроения (ВНИИавтоген-маш), изготовитель-Кироваканский завод автогенного машиностроения. Строительно-монтажной сварочной лабораторией (СМСЛ) треста «Востокметаллургмонта*» Линмонтажспецстроя СССР для сварки пластмасс в строительстве разработан электрический нагреватель ГСП-280 (рис. 9), комплекгуемый специальным источником питания. Основные параметры нагревателя ГСП-280 [35] Напряжение, В: источника питания ............... 220 нагревателя .................. 36 Мощность нагревателя, Вт............. 600 Температура газа-теплоноснтеля, °С....... 280 Расход газа-теплоноснтеля, м/ч......... 2-6 Габаритные размеры, мм; нагревателя.................. 400x54x70 источника питания............... 420X330x245 Масса, кг: нагревателя................... 0,5 источника плтання............... 27 Сварка нагретым газом с помощью ручных нагревателей трудоемка. В большинстве случаев получаемые при этом сварньге швы недостаточно высокого качества, так как вручную трудно создать как равномерную подачу присадочного материала, так и однородный прогрев свариваемых поверхностей. Производительность и качество ручной сварки можно повысить яа счет применения специальных конструкций наконечников и приспособлений, а также установок и аппаратов для Механизированной сварки, применяемых при выполнении длинных, легко доступных для сварки швов с двусторонним скосом кромок, угловых швов и швов нахлесточных соединений. В процессе механизированной сварки рабочий лишь перемещает сварочный аппарат, а подача прутка и давление на него осуществляются элементами сварочного аппарата. Угол наклона наконечника нагревателя, его расстояние от приса- 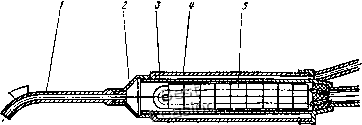 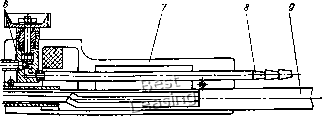 Рис. 9. Нагреватель ГСП-280 для сварки пластмасс: / - наконечник; 2 - втулка переходная; 3 - корпус; 4 - кожух; 5 - нагре рукоятка; 8 - штуцер; 9 - кабель питания дочиого И основного материала, положение прутка относительно шва остаются во время сварки неизменными. Для стыковой сварки листов из термопластов цагретым газом с применением присадочного материала создан полуавтомат ПГП-1 [3, 10), который смонтирован на самоходной тележке и комплектуется специальным блоком питания. Основные параметры полуавтомата ПГП-1 Максимальная толщина свариваемых листов, мм 4 Максимальная температура воздуха (при м:(ни- мальном давлении воздуха), °С.......... 530 Минимальное давление воздуха, МПа....... 0,15 Минимальный расход воздуха, м/ч........ !,2 Расстояние между наконечником нагревателя н поверхностью свариваемого материала, мм .... Максимальная скорость сварки прн пр(менении треугольного прутка сечением 8 мм, м/ч..... Максимально потребляемая мощность, кВт .... Напряжен)1е, В: питающей сети................. нагревателя................... 36; 30; 24 Габаритные размеры................ 190x310x500 Масса, кг: полуавтомата .................. 14 блока питания................. 30,5 вательный элемент; 5 -узел регулировки расхода газа-теплоносителя; 3. Основные параметры машин для сварки пленок из термопластов нагретым газом без применения присадочного материала [Л, 10, 29]. Марка машины к £, а < л 2 ч S о « со С;
Напряжение, В 3 0.0 Габаритные размеры, мм Примечание. Машг]ИЫ МСП-5У и СПК-М имеют сменные сварочные головки, предназначенные для сварки нагретым газом, нагретым инструментом и инфракрасным излучением, Для сварки нагретым газом без присадочного материала преимущественно применяются полуавтоматические и автоматические машины, конструкция которых определяется их значением. В табл. 3 приведены технические характеристики наиболее широко применяемых машни для механизированной и автоматической сварки пленок из термопластов. Универсальной является машина МСП-5У, на которой можно сваривать прямолинейные швы нахлесточных соединений, Т-образиые, а также криволинейные швы с большим радиусом кривизны [29]. Машина в процессе работы может быть стационарной или перемещаться по направляющим вдоль свариваемого материала. Машина состоит из шкафа с электроаппаратурой, стола и стойки с кон. солью, к которой крепятся сменные сварочные головки (рис 10). Нахлесточные соединения пленок / свариваются нагретым газом, выходящим из электрического нагревателя 3, по схеме, приведенной на рис. 6. Верхняя сварочная головка прикреплена к подвеске 4, установленной иа втулке 5 суппорта машины. Перемещение свариваемых изделий осуществляется с помощью двух бесконечных стальных лент 7 на верхней сварочной головке и бесконечной стальной ленты 16 из прорезиненной ткани на нижней опорной головке. Приводным роли- ком является для нижней головки ролик 12, а для верхней - ролик 11. Для создания натяжения лент служат ролики 6 и 15. Основание 9 верхней сварочной головки и основание 13 нижней опорной головки покрыты прокладками 10 и И из фторопласта-4 для теплоизоляции. Перемещение основания 13 по вертикали осуществляется с помощью винтов. Ширина сварного шва определяется расстоянием между лентами 7. Расстояние от нагревателя до свариваемых пленок может регулироваться. Свариваемые пленки за- Г13 -теплоноситель 5 \ 6 7 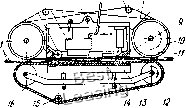 Рис. 10. Сменная головка машины МСП-5У для сварки нагретым газом хватываются в процессе сварки лентами 7 и лентой 16 и протаскиваются последовательно через прижимный ролик 2, нагреватель и охладитель 8 (охлаждение сварного шва производится холодным воздухом). Глава 3 СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ ХАРАКТЕРИСТИКА И ОБЛАСТИ ПРИМЕНЕНИЯ Сварка нагретым инструментом является наиболее универсальной для соединения различных изделий нз термопластов (пленок, листов, труб, лент, профилей и др.). Обычно при сварке этим способом присадочный материал не применяется. Для нагрева соединяемых поверхностен используются металлические инструменты различной формы, а нагрев может осуществляться путем непосредственного соприкосновения с соединяемыми поверхностями (прямой нагрев, при.меняется в основном для сварки толстостенных изделий) или подводом тепла с внешней стороны через всю толщину детали (косвенный нагрев, используется для сварки пленок и тонких листов). Нагретые детали спрессовывают, а затем охлаждают. При подводе тепла с внешней стороны изделий нагревательные инструменты одновременно служат и для спрессовывания соединяемых деталей. Нагрев изделий может быть односторонним или двусторонним. Последний применяется только и тех случаях, когда конструкция свариваемого изделия позволяет подводить нагреватели с двух сторон. Вследствие низкой теплопроводности термопластов температура по толщине свариваемых деталей при косвенном нагреве распределяется неравномерно. Лишь спустя некоторое время после соприкосновения свариваемых материалов с нагретым инструментом соединяемые поверхности изделий приобретают температуру, необходимую для сварки. Вначале самая низкая температура устанавливается в месте сварки, а самая высокая - на поверхности материала. По мере увеличения продолжительности Т1агрева, перепад температур постепенно уменьшается. Поскольку необходимо, чтобы материал в месте соединения разогрелся до требуемой температуры, то температура нагревателя должна быть выше температуры сварки, поэтому при косвенном нагреве всегда имеет место перегрев верхнего слоя материала, особенно при одностороннем иагреве. Двусторонний нагрев позволяет за более короткое время разогреть материал до требуемой температуры. Неармированные пленки толщиной до 150 мкм рекомендуется сваривать при одностороннем нагреве, а пленки толщиной свыше 150 мкм- при двустороннем нагреае (табл. 4). Уменьшение времени сварки повышением температуры инструмента увеличивает опасность термодеструкции термопласта и может привести к нежелательной деформации размягченного материала в зоне шва. Деформацию материала можно уменьшить, если давление прикладывать не только в месте сварки, но и в близлежащей зоне. Для этого ширину инструмента увеличивают за счет боковых холодных зон. Чтобы исключить прилипание оплавленного материала к нагревателю, сварку осуществляют через разделительные прокладки из фторопласта-4, армированного стеклянной тканью, полиэтилентерефталата, целлофана, кремнинорганической резины и др. Поверхности, подлежащие соединению, перед сваркой тщательно очищают от всяких загрязнений, а при возможности (например, при стыковой сварке труб, листов и т. д.) поверхностный слой снимают механическим путем. В зависимости от схем и методов подвода тепла, типа инструмента, технологических приемов выполнения операций различают следующие виды сварки нагретым инструментом (элементом): стыковую, раструбную, нагретым клином, с одновременным формованием изделий, прес- совую, термоимпульснуга, ленточную, роликовую, электросопротивлением и индукционную. 4. Режимы сварки полимерных пленок [10] Характеристика пленки Режим сварки
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ СТЫКОВАЯ Стыковая сварка нагретым инструментом широко применяется для соединения труб, профилей, листов и других полуфабрикатов из / 2 Рис. и. Последовательность процессов стыковол сварки нагретым инструментом: а •- исходное положение изделий (труб) и нагревательного инструмента: б - оплавление свариваемых поверхностей; в - готовое сварное соединение; / - свариваемые трубы (детали); 2- электронагревательный инструмент жестких пластмасс и является наиболее важным способом тепловой сварки. Выполняется в следующем порядке: подготовка торцов изделий к сварке, ввод нагретого инструмента между свариваемыми деталями, сведение деталей, нагревание свариваемых торцов прн определенном усилии сжатия, разведение деталей и вывод инструмента, стыковка деталей, выдержка деталей под усилием сжатия до охлаждения сварного шва (рис. 11). Основным типом сварного соединения при стыковой сварке нагретым инструментом является такое, у которого плоскость кромок перпендикулярна к поверхности заготовок, но иногда применяется соединение на «ус». Листы и плиты на всю требуемую длину сваривают за один цикл. 0 1 [ 2 ] 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||