

|
|

|
Промышленный лизинг
Методички
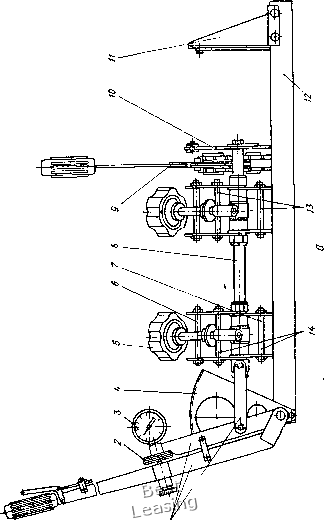 Для сварки пластмассовых труб в трассовых условиях могут также применяться: механизированные установки, разработанные в научно-исследовательском институте «Мосстрой» (Главмосстроя) (табл. 9); установка УМСТ-09 конструкции Государственного научно-исследовательского и проектного института «Гипрониигаз»; оборудование, созданное с участием Всесоюзного научно-исследовательского инс-тигута по строительству магистральных трубопроводов (ВНИИСТ),- установки УСП-5 и УСП-69, а также комплект УСКП-6 и другое оборудование. [9,10]. Для сварки монтажных соединений пластмассовых трубопроводов создан ряд специальных устройств и приспособлений. Киевским филиалом и отделом специального конструкторского бюро Всесоюзного научно-исследовательского института по монтажным и специальным строительным работам (ВНИИмоитажспецстрой) разработаны устройства УСПМ-110 и УСПМ-225 (табл. 10, рьс. 15), научно-исследовательским и конструкторским институтом монтажной технологии (НИКИМТ) - устройства СА-34, СА-56, СА-59 и СА-119 (табл, 11) [35], ЦНИИКФТ - клещи МСК-70М, ННИМосстроем - комплект приспособлений для сварки труб диаметром до 630 мм (табл. 12) и др. [35]. При производстве ремонтных работ на подземных полиэтиленовых трубопроводах, связанных с вырезкой дефектных участков и заменой их вставками, а также для соединения между собой плетей трубопроводов в случае невозможности применения сварочных установок в стесненных условиях строительства рекомендуется сварка в косой стык, при которой угол торцов соединяемых труб должен быть равным 45°, а сварка должна проводиться под давлением, приложенным перпендикулярно к оси трубопровода. Для ее выполнения Гипрониигазом разработан специальный комплект устройств КУСКС-09, в который; входят кондуктор для выполнения среза торцов труб под углом 45° 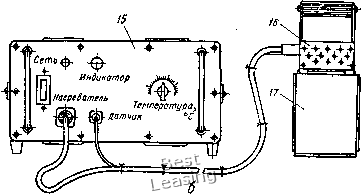 Рис. 14. Установка УСТТ-110 для стыковой сварки пластмассовых труб; а - центратор; б - блок управления с нагревательным инструментом; J - рычажная система; 2 - индикатор давления; 3 -манометр; 4-зубчатый сектор; 5 - зажимной винт; 5-верхняя откидывающаяся пОлуоСоьма; 7 - нижняя фиксированная полуобойма; «-направляющая; S - торцующее устройство; /О -захват для зажима соединительных деталей; -упорный кронштейн; /2 - рама; 13~ неподвижные зажимы; 14- подвижный зажим; 15 - блок управления; 16 - нагревательный инструмент; /7 - кассета 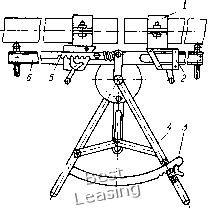 струбцина для прижима по вертикали концов сопрягаемых труб при оплавлении и сварке (рис. 16); нагревательный инструмент прямоугольной формы; фиксирующая муфта для временного закрепления концов труб, подлежащих сварке во вторую очередь и возможности смещения трубной вставки на необходимое расстояние в вертикальной плоскости; опоры; ручная ножовка [35]. Рнс. 15, Сварочное монтажное устройство УСПМ-110: / - зажимной хомут; 2 - кронштейн; 3- зубчатый сектор; 4 - рычаг; 6- тяга; 6 ~ штанга Сварка в косой стык должна выполняться следующим образом, Из трубопровода вырезают дефектный участок под прямым углом, 9. Технические характеристики установок для сварки пластмассовых труб в условиях строительной площадки а» к . «а 3 н 315 630 15 10 К го 2,5 4,2 8000 14000 Силовой привод f- о S t. S: I g г Механический Гидравлический 250 250 Габаритные размеры, м 2,8X1,7X0,94 3x3x3,4 (С шатром) 700 1950 10. Технические характеристики специальных монтажных сварочных устройств
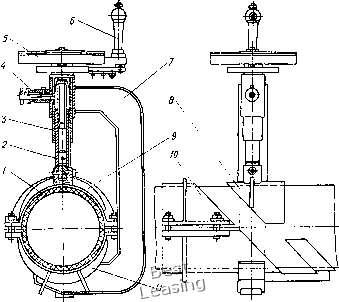 Рис. 16. Струбцина для сварки труо в косой стык: / труба; 2 - пиноль; 3 - шпиндель; 4 - стопор; о - диск; 6 - ручка силового устройства; 7 - корпус; S - крышка; Jподушка прижимная; /О - направляющая; -основание II. Технические характеристики монтажных устройств для сварки
Примечания: I. Напряжение питания шкафа управления - 220 В, электронагревательного инструмента - 36 В. , , 2 Диапазон автоматического регулирования температуры рабочей повер хности нагревательного инструмента составляет 20-350 °С с точностью поддержания заданной температуры ±15 °С. 3. Устройства СА-56 и СА-59 имеют поворотные зажимные хомуты, гюзволяю-щие сваривать трубы под углом. 12. Т1ехнические характеристики монтажных приспособлений для сварки пластмассовых труб
13. Технические характеристики устройств для изготовления сварных соединительных деталей пластмассовых тоубопооволов
после чего свободные концы трубопровода срезают под углом 45°. Замеряют расстояние между верхними точками вырезанного участка трубопровода и в соответствии с этим размером из Рис. 17. Устройство для сварки соединительных деталей пластмассовых трубопроводов (Д„ = 63 ... 110 мм): /- левая каретка: 2 - правая каретка; 3 - сменные вкладыши зажимных хомутов; 4-стол; 5 - инструмент для торцовки; 5-электронагревательный иист-румент трубы вырезают вставку с косыми концами длиной на 20 мм больше, чем вырезанный участок (20 мм - припуск на оплавление прн сварке). Готовая вставка с косыми концами устанавливается в рассечку трубопровода, при этом один конец вставкя временно соединяют с трубопроводом фиксирующей муфтой, а другой конец вставляют в сварочную 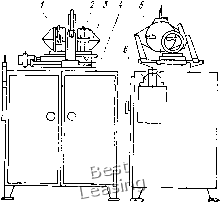 струбцину, закрепленную на трубопроводе. Осевая линия установленной вставки должна быть на 10 мм выше осевой линии трубопровода. Сварка стыков выполняется поочередно с одного, а затем с другого конца вставки. Основные параметры* процесса сварки труб в косой стык такие же, как и при сварке прямых стыков. Сварные соединительные детали следует изготовлять в условиях трубозаготовительных цехов и мастерских на специальном оборудовании, обеспечивающем правильное взаимное расположение свариваемых заготовок и соблюдение требуемых параметров сварки. При определенных навыках сварные соединительные детали трубопроводов с наружным диаметром менее 63 мм можно изготовлять вручную; в этом случае при подгонке на свариваемые заготовки наносят контрольные риски (не менее двух с одной стороны), что обеспечивает правильное взаимное расположение заготовок при их сварке. Для изготовления сварных соединительных детален пластмассовых трубопроводов в настоящее время созданы различные устройства, отличающиеся друг от друга конструктивным исполнением, но имеющие идентичные схемы работы [9, 10, 24). Наиболее совершенными являются устройства, разработанные Киевским филиалом и СКБ ВНИИмонтажспецстроя (табл. 13, рис. 17). Для стыковой сварки нагретым инструментом листов из термопластов разработаны установки МСП-8, МСФ и стан ЭКБ ЖБ, идентичные по конструкции, но отличающиеся толщиной свариваемых листов и длиной получаемого шва. Основные параметры установки мсп-8 Толщина свариваемого материала, мм....... 3-30 Длина шва, мм.................... 700 Максимальное усилие при сварке, кН....... 12 Потребляемая мощность. кВт............ 12 Габаритные размеры, мм.............. 1550x1400x1420 Масса, кг...................... 700 СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ РАСТРУБНАЯ Наибольшее применение раструбная сварка нагретым инструментом нашла для соединения труб из полиолефинов. Последователь- Рис. 18. Последовательность процессов раструбной сварки нагретым инструментом; а - исходное положение труб (деталей) и нагревательного инструмента; б - оплавление свариваемых поверхностей; е-готовое сварное соединение; /, 3 - свариваемые трубы (детали); 2 - электронагревательный янструмент ность процессов раструбной сварки труб (рис. 18) аналогична стыковой сварке, но при этом исполь.зуется инструмент, состоящий из гильзы для оплавления наружной поверхности трубы и дорна для оплавления внутренней поверхности раструба. Размеры инструмента зависят от геометрических характеристик свариваемых труб. Внутренний диаметр гильзы должен равняться наружному диаметру трубы, наруж- 0 1 2 3 [ 4 ] 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||