

|
|

|
Промышленный лизинг
Методички
нып диаметр дорна на 0,3-0,5 мм должен быть меньше внутреннего диаметра гильзы, поэтому для соединения труб различных тнпораз-меров должен применяться свой инструмент. Раструбная сварка воз- 14. Оптимальные значения основных технологических параметров раструбной сварки нагретым инструментом при 2Э °С (9, 24]
Примечание. При изменении температуры окружающей среды технологические параметры корректируются путем проведения пробных свзро,!. можна с Применением литых соединительных деталей, формованных раструбных муфт, а также с помощью раструба, отформованного на одной из соединяемых труб. Основные технологические параметры сварки и нх оптимальные значения приведены в табл. 14. Основные типы и конструктивные элементы сварных швов пластмассовых трубопроводов при раструбной сварке нагретым инструментом регламентированы ОСТ 102-63-81. Раструбная сварка рекомендует-u I . I ся для соединения труб наружным jjlfl I диаметром до 160 мы при любых зна- II - I чениях толщины стенки. По сравне- нью со стыковой сваркой нагретым инструментом раструбная сварка не требует высокой квалификации свар- 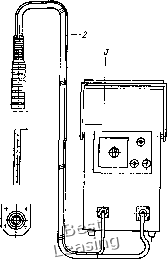 Рис. 19. Устройство УСТТР-50 для раструбной сварки пластмассовых труб: / - нагревательный инструмент со съемным дориом и гильзой; г-кабель; 3 - блок управления щнка, кроме того, значительно большая площадь сварки позволяет увеличить прочность соединения. Для раструбной сварки труб нз термопластов нагретым инструментом разработаны устройства УЭСО-1, ЭСО-2 [3] и УСТТР-50 (табл.. 15, рис. 19), 15. Технические характеристики устройств для раструбной сварки нагретым инструментом
СВАРКА НАГРЕТЫМ КЛИНОМ Сварка нагретым клином применяется преимущественно для получения нахлесточных соединений пленок из термопластов, а также стыковых соединений с накладкой. При этом способе свариваемые поверхности соединяемых пленок разогреваются до температуры вяз-котекучего состояния с помощью клиновидного нагревательного инструмента, входящего в щель между двумя пленками, после чего пленки сжимаются по местам сварки с помощью валиков или роликов, которые одновременно перемещают свариваемые изделия и охлаждают сварной шов (рис. 20). Применение роликов позволяет не только создать требуемое давление сварки, но и в значительной степени уменьшить величину усадочных деформаций шва, что улучшает его внешний вид и повыноет работоспособность. Сварка производится непрерывно, инструмент перемещается вручную или с помощью специальных уста- Рис. 20. Схема сварки нагретым клином нахлесточных соединений пленок: / - свариваемые пленки; 2 - клиновидный нагревательный инструмент; 3- прижимной ролик; 4 - сварной шов; 5 - транспортирующий ролик 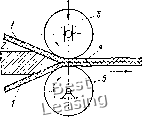 новок для механического перемещения инструмента (свариваемого материала), позволяющи.х в широком диапазоне регулировать давление и скорость сварки. Наибольшее распространение получил способ сварки с механизированной подачей свариваемого материала и неподвижным нагревательным инструментом. Толщина свариваемой пленки должна быть не менее 150 мкм [29]. Более тонкие пленки не свариваются, так как прн скольжении по нагревателю они размягчаются по всей толщине, теряют форму и прилипают к инструменту или прижимным роликам. Максимальная толщина свариваемых эластичных пленок практически не ограничивается, поскольку скорость нагрева соединяемых поверхностен не зависит от толщины материала. Скорость сварки и прочность соединения в значительной мере определяются температурой, создаваемой на свариваемых поверх- костях соединяемых деталей. Наличие иа поверхности инструмента инородных частиц, в том числе и продуктов деструкции термопласта, определяет необходимость повышения температуры нагревателя на 60-130 С [29] сверх температуры, которая должна быть иа свариваемых поверхностях. Применение инструментов, изготовленных из материалов, исключающих налипание на них оплавленного материала свариваемых поверхностей, дает возможность повысить скорость сварки. Давление сварки на качество соединения большого влияния не оказывает. Для сварки нагретым клином прямолинейных швов ВНИИСТом разработан специальный станок [9], состоящий из трех рольгангов и сварной консольной станины с прижимным механизмом и рабочими роликами, приводящимися во вращение электродвигателем через редуктор и коробку скоростей. Основные параметры станка для сварки нагретым клином Мощность, кВт; электродвигателя.............. 3,2 электронагревательного инструмента ... 1,2 Длина нахлестки пленок, мм.......... 18-35 Давление на рабочих роликах, Н....... 100-250 Скорость сварки, м/с.............. 0.15; 0,26; 0,58; 1,6 Габаритные размеры, м............. 3,2x3,19x1.62 Масса, кг.................... 1565 В качестве нагревательного инструмента применяется медный клин Шириной 50 мм, внутри которого находится электроспираль. Свариваемые пленки подаются из рулонов по двум рольгангам, наклоненным друг к другу под углом 20° (один рольганг расположен горизонтально), и сходятся с перекрытием под рабочими тянущими роликами. В этом месте располагается клиновидный нагреватель. Величина перекрытия пленок регулируется предварительной настройкой станка. СВАРКА С ОДНОВРЕМЕННЫМ ФОРМОВАНИЕМ ИЗДЕЛИЙ Для получения профильных изделий из листовых термопластов применяется сварка с одновременным формованием: сварка с перегибом или сварка в паз [29]. -75° Рис. 21. Схема сварки с перегибом: а - вдавливание нагретого инструмента в листовую заготовку; б-удаление инструмента; й - перегиб листа по продольной оси паза; / - лист термопла-та; 2 - нагретый инструмент; ,)-сварной шов Сварку с перегибом (рис. 21) производят с помощью инструмента, рабочая кромка которого скошеиа под углом, приблизительно равным 75°. V-образный паз в листе по месту будущего перегиба создают вдавливанием нагретого инструмента и размягчением материала на глубину от 2/3 до 34 толщины, при этом для предотвращения образования трещин во время перегиба листа целесообразно подогревать одновременно его тыльную сторону. Сваркой в паз выполняют тавровые соединения (рнс. 22). Для получения сварного шва 5 торец листа / нагревается иа плоском инструменте 2, а паз в листе 4 создается вдавливанием торца нагретого инструмента 5, затем, после нагрева заготовок до требуемой температуры, заготовку, разогретую с торца, впрессовывают в паз другой заготовки и выдерживают под давлением до охлаждения сварного шва. , Рис. 22, Схема сварки в паз: а - нагрев торца; б -формование паза: в- запрессовка листа в паз  СВАРКА ПРЕССОВАЯ При прессовой сварке, как правило, используют нагретый инструмент с большой теплоемкостью (в последнее время начали применяться малоииерционные ленточные нагреватели), а сварка осуществляется шаговым способом на специальных прессах, позволяющих создавать необходимое сварочное давление. Развитие прессовой сварки связано с увеличением применения армированных полимерных пленок, при сварке которых армировка тормозит протекание реологических процессов в зоне контакта свариваемых деталей. Поэтому приемы и режимы, применяемые для сварки обычных пленок, не дают положительных результатов. Установлено [10], что при сварке армированных пленок необходимо применять повышенное давление (причем тем больше, чем тоньше слой пластмассы, покрывающий армировку) и длительную выдержку при повышенной температуре. Прн этом сварочное оборудование должно допускать деформации материала соединяе- 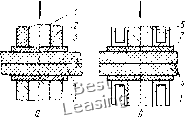 Рис. 23. Схема прессовой сварки с нагревательным инструментом без охлаждения (а) и с охлаждением (б) боковых зон шва: /- нагреватель; 2 - теплоизоляционная пластина; .3 - разделительная прокладка; 4 - свариваемые изделия; 5 - охлаждаемый элемент мых пленок в зоне юва, по ограничивать их в околошовной зоне (рис. 23), так как в противном случае в ней образуются складки армировкн, что при работе конструкции приводит к концентрации напряжений и разрушению сварного соединения. Указанные технологические параметры обеспечиваются прессовой сваркой, которая применяется для сварки не только армированных, но и дублированных пленок на основе полиимидов и фторопласгов, а также неармирован-пых пленок толщиной более 250 мкм. Основное соединение пленок - нахлесточное. Возможны и другие конструкции соединений, применяемые в основном для армированных пленок (рис. 24). Иногда для улучшения условий протекания процесса сварки между соединяемыми пленками в месте нх перекрытия необходимо закладывать присадочный материал из пленки того же состава, что и пленка, покрывающая армировку. Изменяя величину перекрытия пленок, можно получать соединения, выдерживающие разрушающие нагрузки в довольно широких пределах. Определение оптимального значения этой величины производится экспериментально с учетом свойств свариваемого материала, требований, предъявляемых к соединению и технологии сварки. Для этого производятся последовательные испытания образцов с разл>14-ным перекрытием, сваренных на оптимальном режиме, который также целесообразно подбирать экспериментально по значениям прочности образцов при расслаивании (по отношению усилия, необходимого Для разрушения образца, к ширине нахлестки). В качественно выполненном сварном соединении кромки шва должны быть заплавлены слоем термопласта, который герметизирует шов и образует плавный переход к основному материалу. На поверхности шва и в околошовной зоне не должно быть подрезов, вмятин и гофров свариваемого материала. 16. Технологические параметры сварки армированных пленок [10] Рис. 24. Типы соединений пленочных материа-:лов при прессовой сварке: а - пахлесточное; б - иахлесточпое с одной накладкой; в - пахлесточное с двумя накладками; г - стыковое с одной накладкой: d - стыковое с двумя накладками; е- рантовое; щ - рантовое с накладкой Типы швов и размеры конструктивных элементов должны определяться, исходя из толщины материала, типа армировки, типа и толщины полимерного покрытия, величины исходной межслоевон прочности полимерного покрытия и армирующей основы, технических требований к соединениям [9, 10]. Основные типы выполненных прессовой сваркой соединений армированных пленок толщиной 0,5-1,5 мы,конструктивные элементы свариваемых деталей, их размеры, размеры выполненных швов п пх предельные отклонения должны соответствовать требованиям ОСТ 102-47-78. Процесс прессовой сварки состоит из следующих операций: укладка cisajinBaeMbix изделий, сведение нагревателей, нагревание материала в зоне шва до температуры сварки, приложение заданного давления, выдержка, охлаждение и распрессовка. Детали в зависимости от их размеров можно соединять за один цикл одновременно по всей длине шва или последовательно за несколько цпклов. При выборе режима сварки (температура инструмента, давление и продолжительносто) следует учитывать тип свариваемого материала, его термомеханические свойства и термостойкость, а также конструкцию изделия и вид сварочного оборудования [10, 15]. Рекомендуемые режимы сварки некоторых армированных пленок сложного сов.мещенпя приведены в табл. 16. ВНИИСТом и Экспериментальным конструкторским бюро по железобетону, а также другими организациялш сконструировано, изготовлено и на протяжении ряда лет успеншо эксплуатируется несколько типов сварочных прессов, предназначенных для сварки ар-
17. Оборудование для прессовой сварки армированных термопластичных пленок [9, 10]
1,5хО,8х Х1,8 3,5 Х 0,8 X Х1,8 0,8хО,8х Х1,7 4,7х0,95х Х2,1 13,5Х1,ЗХ Х3,7 0,8Х0,47Х Х0,18 1,Ох 0,47 X Х0,18 1,2Х0,5Х Х0,18 1400 3000 250 8000 240 00 18 30 45 Примечания: 1. Прессы предназначены для сварки нахлесточных соединений шаговым способом пленочных материалов толщиной до 3000 мкм. 2, Нагрев при сварке - двусторонний, максимальная температура нагревателя - 250 "С. 3. Напряжение питающей сети - 380 В, мированных пленок как в стационарных, так и в монтажных условиях (табл. 17). Для стационарных условий разработаны прессы консольного и портального типов. Характерной особенностью консольных прессов является наличие выема в станине для размещения в нем одного из свариваемых полотнищ и возможность шаговым способом (путем поэтапного наращивания) сваривать швы практически неограниченной длины. Портальные прессы позволяют получать за один цикл сварной шов длиной до 12 000 мм. Сварка в монтажных условиях 0 1 2 3 4 [ 5 ] 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||