

|
|

|
Промышленный лизинг
Методички
20. Технические характеристики оборудования для ленточной сварки полимерных пленок [3, 9, 10, 29] сопротивлением, Эта лента перекинута через два ролика, являющиеся токоподводящими элементами, к которым через клемму / подключен электрокабель. Натяжение ленты осуществляется регулировочной ганкой, а компенсация удлинения ленты при нагреве - двумя пружинами. Регулирование температуры нагрева ленты осуществляется при помощи автотрансформатора. Аналогично устроены и работают сварочные полозы конструкции других организаций (табл, 20).
Габаритные размеры, м 0,34X0,035X0,114 0,49X0,145X0,04 1,2X1,1X1,3 1,4X1,1X1,3 Сварочная машина 2,15x1,05x1,25 Шкаф с электроаппаратурой 0,75X0,54X1,075 Поворотный стол 06,0 0,416x0,065x0,18 0,4X0,11X0,16 Пульт управления 0,3lx0,2!5x0,3 Сварочное устройство 0,324X0,18X0,115 0,48x0,055x0,013 Пульт управления 0,31х0,215х0,25 Сварочное устройство 0,5x0,056x0,135 1,4x1,1X1,3 Привод полуавтомата 0,51x0,15x0,24 Сварочная головка 0,93X0,136X0,19 При испоЛ1овании ручных полозов необходимо внимательно следить за их ориентацией по свариваемому шву, за равномерностью приложения давления и за отсутствием перекосов инструмента (в противном случае будет получаться бракованный шов - иа одной стороне с надрезами, иа другой - с цепроварами). Первой отечественной машиной, разработанной для ленточной сварки полимерных пленок, была машина марки МСП-1 [29]. Затем были разработаны другие модификации машин типа МСП (магнинн МСГ1-1 н МСП-4 сняты с производства), а также серии машин типа Г1СП и УСПП. Сварочные головки машин конструктивно идентичны (рнс. 31). На рис. 32-35 представлено оборудование для ленточной сварки [10]. Полуавтомат УСПП-ЗМ предназначен для сварки соединений полотнищ из полимерных пленок и стыковых соединений с накладкой композиционных пленок при изготовлении оболочковых конструкций, противофильтрациоиных экранов и крупногабаритной пленочной Рис. 31. Верхняя сменная сварочная головка машины МСП-5У: /- металлическая леита; 2-нагревательный инструмент; 3- керамическая трубка; 4-электронагревательная спираль; 5 - корпус нагревательного инструмента; (5 - охладитель; 7 - приводной ролик; 8 - штуцер подвода воды; 9 - корпус сварочной головки; /О - натяжной ролик; - втулка; 12 - штуцер выхода ЕОДЫ 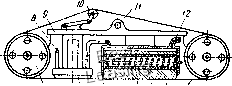 упаковки. Полуавтомат состоит из сварочной головки (рис. 33), привода полуавтомата и пульта управления. Привод полуавтомата перемещает сварочную головку по направляющей вдоль сварочного стола, при этом перемещение сварочной головки синхронизировано с перемещением замкнутых металлических лент, натянутых на ролики. Обе части сварочной головки имеют возможность перемещаться вверх и вниз. Давление при сварке регулируется системой крепления верхней части сварочной головки через тарировочную пружину, снабженную 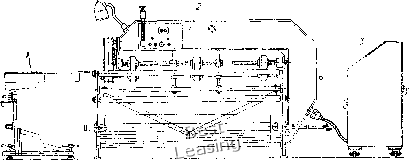 Рис. 32. Установка МСП-26 для сварки рукавов большого диаметра из рулонной полиэтиленовой пленки: / - поворотный стол ДЛЯ приема сваренного рукава; 2 - сварочная машина; 5 - шкаф с электроаппаратурой гайкой для регулирования и указателем давления. Система крепления нижней части сварочной головки имеет ограничение хода и пружину более сильную, чем верхняя, с тем, чтобы нижняя часть устанавливалась строго по линии сварки (симметрично относительно роликов). Перед сварочной головкой размещаются бобина с намотанной на нее в виде ленты накладкой и направляющая катушка, осуществляющая 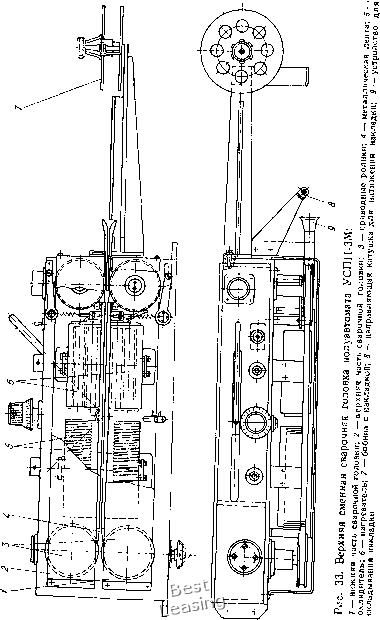 натяжение накладки во время сварки, а также устройство для складывания накладки пополам и направляющие для получения отбортовки накладки. Полуавтомат ПСП-15М (рнс. 34) состоит из сварочного устройства и пульта управления. Нагреватель в сварочном устройстве выполнен из двух частей - верхней и нижней, величига зазора между частями нагревателя и усилие их сжатия регулируются в зависилюсти от толщины спапиваемой пленки. В процессе сварки или перемещается сварочное устройство вдоль 1 2 3 4 5 6 1 п 7 ™ва, или, если устрой- ство неподвижно, перемещаются свариваемые изделия. 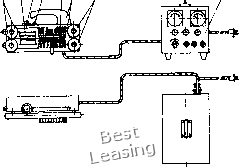 Рис. 34. Полуавтомат ПСП-15М для сварки термопластичных пленок: / - приводные ролики; 2 - нагреватель: 3- регулятор ;1азора между частями нагревателя; 4 - тумблер включения питания нагревателя и электродвигателя перемещения; 5 -узел охлаждения; 5-корпус с ручкой; 7 - пульт управления  Рис. 35. Полуавтомат ПСП-16А для сварки полиэт11леновой пленки: / - направляющий ролик; 2- тумблер включения; 3 - корпус с ручкой; 4 - приводной ролик; 5 - пульт управления  Полуавтомат ПСП-16А (рис. 35) предназначен для сварки полиэтиленовых пленок на рабочем столе -покрытом эластичной подложкой (офсетное полотно, пористая резина, несколько слоев толстой материи), состоит из сварочного устройства и п5л ьта управления и работает следующим образом. Сварочное устройство подключается к пульту управления, который, в свою очередь, подключается к сети напряжением 220 В. На пульте управления устанавливается требуемое рабочее напряжение нагревателя. Затем сварочное устройство устанавливается иа свариваемых изделиях таким образом, чтобы указатели шва находились над линией сварки. Тумблером, находящимся на ручке сварочного устройства, включается рабочее напряжение нагревателя и запускается реле времени, включающее через определенный промежуток ведущий двигатель перемещения сварочного устройства. Рабочий, ведущий сварочные работы, не должен прикладывать усилия к рукоятке (сварочное давление осуществляется весом устройства), задерживать устройство или пытаться вести его быстрее, чем это осу- ществляет электропривод; он должен только направлять устройство по линии сварки. Перед сваркой пленки следует хорошо натянуть во избежание изменения величины их перекрытия. Для прекращения сварки необходимо выключить электродвигатель перемещения, оставить устройство на свариваемых изделиях на несколько секунд и только после этого снять его с рабочего стола. СВАРКА РОЛИКОВАЯ Роликовая сварка (рис. 36) применяется для соединения полимерных пленок при необходимости получения непрерывного шва значительной протяженности. Для роликовой сварки полиэтиленовых пленок создана машина МШРП-1-3 [29]. Все узлы машины размещены в сварном металлическом корпусе. На верхней плоскости рабочего столика установлена головка с верхним прижимным роликом, подъем и опускание которого на 10 мм осуществляется педалью. Вторая педаль включает механизм протяжки и нагрев нижнего ролика. Механизм протяжки свариваемых пленок состоит из непрерывно движущейся ленты, охва. Рис. 36. Схема роликовой сварки с односторонним нагревом: / - свариваемые пленки; 2- прижимной ролик; 3- свар ной шов; 4 - нагретый ролик 1£ тывающей нижний нагретый ролик, натяжного ролика, электродвигателя, редуктора и клиноременной передачи (вращение от электродвигателя передается на нижний нагретый ролик). Конструкцией механизма протяжки предусмотрено ступенчатое (восемь ступеней) изменение скорости вращения нижнего ролика, что позволяет регулировать скорость сварки. Кромки свариваемых пленок подаются в зазор между верхним роликом и стальной лентой, охватывающей нижний ролик. При выбранной скорости движения ленты режим сварки определяется температурой се нагрева от нижнего ролика и величиной усилия прижатия верхнего ролика. Поддерживание температуры нижнего ролика осуществляется автоматически. Основные параметры машины МшРП-1-3 Толщина свариваемой полиэтиленовой пленки, м.чм 40-100 Ширина сварного шва, мм............. 4 Средняя производительность, м/мин, при сварке пленки толщиной, мкм: iO....................... 8 ШО....................... 4 Пределы регулирования усилия прижима верхнего ролика, И..................... 10-50 Напряжение питающей сети, В........... 220 Потребляемая мощность, кВт........... 0,4 Пределы регулирования напряжения питания сварочного инструмента, В............. Расход воды иа охлаждение, л/ч.......... Габаритные размеры, м............... Масса, кг...................... 1-8 90 О, 78x0,7x1,07 Для ручной сварки неармированных полимерных пленок предназначен ролик ВНИИСТ-3 (рис. 37) [9, 10]. Ролик снабжен комплектом сменных подвижных дисков толщиной 0,5; 1,0 и 2,0 мм (толщина диска определяет ширину сварного шва). Нагревательная спираль из цихромопой проволоки закреплена на неподвижном диске. При подключении к источнику тока спираль нагревается и за счет теплоизлу- 0 1 2 3 4 5 6 [ 7 ] 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||