

|
|

|
Промышленный лизинг
Методички
откуда Ll{Ddf. С учетом Tio, определяющего потери масла на утечку, L = l{Dldf{nX), где L - ход штока пневмоцилиндра, см; / - ход штока рабочего гидроцилпндра, см; п - число рабочих гидроцилиндров приспособ-! лений, обслуживаемых приводов; г]о = 0,95 - объемный КПД привода. Из выражения Q = PM(nD2/4) определяем диаметр рабочего гидроцилиндра (без учета КПД) (см): D=yAQXnp). После преобразования получим D=\,\3YQIp. Диаметр штока пневмоцилиндра (см) rf = D/(l,75-2,5). Из формулы определяем диаметр пневмоцилиндра (см) Dx = dy p,,;{p,vi). Приняв давление сжатого воздуха рв = 0,4 МПа (4 кгс/см) и КПД привода Т1 = 0,8, подставим в формулу и, преобразовав ее, получим А = 0,56а?1/ Объем сжатого воздуха (см), расходуемого за один цикл зажима детали в приспособлении, У = {я:А) D\L, где D\ - диаметр поршня пневмоцилиндра, см; L - длина хода поршня со штоком пневмоцилиндра, см. На рис. V.27, а дана схема пневмогидравлического привода с преобразователем давления прямого действия. Сжатый воздух через распределительный кран поступает в бесштоковую полость пневмоцилиндра 4 диаметром Di. Шток пневмоцилиндра 4 диаметром d является плунжером гидроцилиндра 1 и при движении вниз перемещает масло по трубопроводу 8 в бесштоковую полость гидроцилиндра 7 с поршнем диаметром D. При этом поршень со штоком, перемещаясь в гидроцилиндре 7 вверх, зажимает деталь в приспособлении. После обработки детали отработанный воздух из пневмоцилиндра 4 через распределительный кран выпускается в атмосферу и поршни со штоками в пневмоцилиндре 4 и гидроцилиндре 7 пружинами 3 \1 6 отводятся в исходное положение. Резервуар 2 слул<ит для компенсации утечек масла в системе. Управление устройством производится трехходовым краном 5. На рис. V.27, б дана схема пневмогидравлического привода с преобразователем давления прямого действия, в котором обратный ход поршней 4 \\7 пневмо- и гидроцилиндров производится сл<атьш воздухом. При этом уменьшается длина цилиндров, так как на штоках нет прулин, и повышается скорость срабатывания цилиндров. Схемы, изображенные на рис. V.27, а, б, аналогичны. Управление работой устройства производится четырехходовым краном 10. Компенсация утечек масла происходит из резервуара 1 через обратный клапан 9. 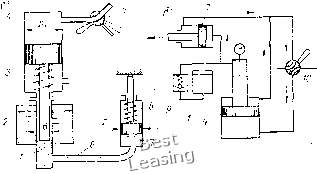 Рис. V.27. Схемы пневмогидравлических приводов с преобразователями давления прямого действия Общим недостатком пневмогидравлических приводов с преобразователями давления прямого действия, изображенных на рис. V.27, а, б, является сравнительно большой ход поршня со штоком в пневмоцилиндре, чтобы получить необходимую величину рабочего хода штока гидроцилиндра, особенно при обслуживании нескольких гидроцилиндров приспособлений, и большой расход сжатого воздуха на холостой ход штока гидроцилиндра. Органический недостаток пневмогидравлических приводов заключается во вспенивании масла вследствие попадания в него сжатого воздуха. Пневмогидравлический привод с преобразователями давления последовательного действия. Приводы с преобразователями давления последовательного действия показаны на рис. V.28, а, б. Они обеспечивают большее давление масла и больший ход рабочих поршней гидроцилиндров по сравнению с преобразователями давления прямого действия. Преобразователь последовательного действия отличается от преобразователя прямого действия наличием в нем полости низкого давления масла. Преобразователь последовательного действия работает по следующему замкнутому циклу: 1) при низком давлении масла поршни со штоками перемешаются в гидроцилиндрах приспособлений, и штоки через промежуточные звенья предварительно зажимают детали; 2) при высоком давлении масла поршни со штоками гидроцилиндров, перемешаясь через промежуточные звенья, окончательно залшмают детали; 3) после обработки деталей механизм высокого давления переключается на разжим деталей. Поршни со штоками гидроцилиндров приспособлений под действием пружин перемешаются в исходное положение. На рис. V.28, а дана схема пневмогидравлического привода с преобразователем давления последовательного действия более совершенной конструкции. Сжатый воздух через распределительный четырехходовый кран / по трубопроводам поступает в левую полость пневмоцилиндра 4 п в нил<нюга полость пневмокамеры 2 с диафрагмой 3 из маслостойкой резины. Во время перемещения поршня со штоком 5 в пневмоцилиндре 4 вправо и выгибании диафрагмы 3 вверх масло пз полости 6 выжимается в левую полость силового цилиндра 8 и перемещает поршень 10 со штоком 9 вправо. При этом шток 9 через промежуточные звенья передвигает зажимы и деталь предварительно зажимается. Когда шток 5 перекроет полость 6, то он вытеснит масло нз малой полости 7 в левую полость цилиндра 8; перемещение поршня 10 со штоком 9 вправо замедлится, осевая сила на штоке 9 увеличится, поэтому он через промежуточные звенья приведет в движение зажимные устройства и произойдет окончательный залим детали. При разжиме детали распределительный кран / переключается и сжатый воздух по трубопроводам подается в правые полости цилиндров 8 я 4, а штокн 9 и 5 с поршнями переместятся в исходное левое положение. На рис. V.28, б дана схема пневмогидравлического привода с преобразователем давления последовательного действия и автоматическим клапаном. Автоматический клапан переключает подачу сжатого воздуха из полости низкого давления масла в рабочую 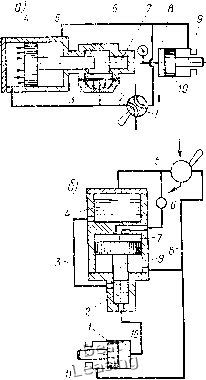 Рис. V.28. Схемы пневмоги,дравличе-ских приводов с преобразователями давления последовательного действия ПОЛОСТЬ пневмоцилиндра при повышении давления масла в полости низкого давления до установленной величины. После переключения рукоятки четырехходового распределительного крана 5 сжатый воздух из магистрали, пройдя через кран, поступает в верхнюю полость резервуара и вытесняет из него масло, которое по трубопроводу 3 идет в цилиндр 2. Из цилиндра масло по трубопроводу подается в правую полость цилиндра 10 и передвигает поршень / со штоком влево, а шток через промежуточные звенья перемещает зажимы и предварительно зажимает деталь. В результате повышения давления масла в правой полости цилиндра 10 автоматически открывается клапан 6 последовательного действия. При этом сжатый воздух из крана 5 через клапан 6 поступает в верхнюю полость цилиндра 7 и перемещает поршень со штоком 9 вниз. Шток 9, опускаясь, перекрывает воздушное отверстие в цилиндре 2 и вытесняет масло из него по трубопроводу в правую полость цилиндра 10. Давление масла в цилиндре 10 повышается, поршень / со штоком перемещается влево, а шток через промелуточные звенья приводит в движение зажимы и окончательно зажимает деталь. При переключении крана 5 сжатый воздух по трубопроводу 8 поступает в штоковые полости 10 я 7 я перемещает поршни со штоками в исходное положение. Недостатком пневмогидравлического привода с преобразователем давления последовательного действия по сравнению с преобразователями прямого действия является более сложная конструкция и большая утечка масла, а также вспенивание и окисление масла при непосредственном соприкосновении с воздухом. § V.4. Механогидравлические, электромеханические, механические центробежные и вакуумные приводы Механогидравлические приводы. В приспособлениях, требующих больших сил зал<има детали, применяют ручные механогидравлические приводы, которые состоят из ручного винтового зажима и гидравлического цилиндра (рис. V.29). Во время поворота рукоятки 1 винт 2 через плунжер 8 вытесняет масло из резервуара 3 в нижнюю полость цилиндра 4. При этом поршень 7 со штоком 5 перемещается вверх и шток через промежуточные звенья зажимает деталь. После обработки детали, вращая рукоятку /, отводят винт 2 вправо. Возвратная пружина 6 перемещает шток с поршнем вниз, и деталь разжимается. Сила на штоке гидроцилиндра механогидравлического привода [И (кгс)] г, PL cptg(a-l-<f) d2 где P - сила, прикладываемая рабочим к рукоятке винта, Н (кгс); L - расстояние от точки прилоления силы до осн винта, см; Гср - средний радиус резьбы винта, см; a?»2°30-v-3°30 -угол подъема резьбы; ф«6°34 -угол трення в резьбовом соединении; D - диа« метр поршня гидроцилиндра, см; d - диаметр штока-плунжера, см; Г) = 0,9 - коэффициент, учитывающий трение в уплотнениях; Q\ - сила сопротивления возвратной пружины, Н (кгс). Электромеханические приводы. Электромеханический привод применяют для перемещения зажимных устройств приспособления при зажиме и разлшме деталей, обрабатываемых на токар-но-револьверных, фрезерных, агрегатных станках и автоматических линиях. Приспособления - спутники для установки деталей, обрабатываемых на автомати-Рис. V.29. Схема механогидравлического ческих ЛИНИЯХ, имеют винто-привода вые зажимы, вращаемые от электроключей. Электромеханический привод состоит из электромотора, редуктора и винтовой пары. На рис. V.30, а дана схема зажимного устройства с электромеханическим приводом для вращающегося приспособления. От мотора / вращение через редуктор 2 и муфту 3 с зубьями на торцах передается на винт 4, который перемещает вправо или влево гайку 5, связанную со штоком 6. Во время пере- 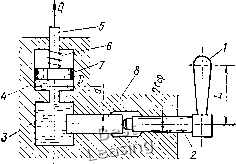 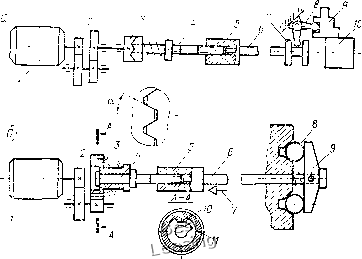 Рис. V.30. Схе.мы зажи.мных устройств с электромеханическим приводом: а - для вращающегося приспособления; б - для стационарного приспособления мещения штока 6 влево втулка 7, жестко закрепленная на его конце, поворачивает на оси рычаг S, горизонтальное плечо которого передвигает кулачки 9 патрона к центру, и деталь 10 зажимается. При реверсировании вращения ротора электродвигателя / шток 6 движется вправо, втулка 7 поворачивает рычаг 8 на оси, горизонтальное его плечо переместит кулачки 9 от центра и деталь Ю разожмется. Когда достигнута заданная сила зажима детали, правая часть муфты 5, установленная на штоке, преодолевает сопротивление пружины и отжимается вправо, но вследствие трапециевидной формы зубьев проскальзывает. Пружина служит для регулирования величины передаваемого муфтой 3 крутящего момента На рис. V.30, б дана схема электромеханического привода без муфты для перемещения зажимных устройств в стационарном приспособлении. От электродвигателя / вращение через редуктор 2 передается зубчатому колесу 3, свободно сидящему на валу 4. Внутри зубчатого колеса 3 имеется выступ 10, который зацепляется с выступом и на валу 4. В зависимости от направления вращения вал 4 резьбовым концом перемещает гайку 5 со штоком 6 вправо при разжиме деталей 8 прихватом 9 и влево - при зажиме деталей. При зажиме деталей прихватом с требуемой силой момент на валу электродвигателя и сила тока значительно возрастают. В это время реле тока выключит электродвигатель. При разжиме деталей 8 выключение электродвигателя производится путевым выключателем 7. Тяговая осевая сила электропривода, создаваемая крутящим моментом электродвигателя [Н (кгс)]. Q =-h9!n-=71 620 tg (а + ?) игср tg (а + 9) где Мкр - крутящий момент двигателя, Н-м (кгс-см); - КПД редуктора; i - передаточное отношение редуктора; Гср - средний радиус резьбы винта, см; а - угол подъема резьбы винта, град; Ф - угол трения в резьбовом соединении, град; N - мощность двигателя; п - частота вращения электродвигателя, об/мин. Механические центробежные приводы. В механических приводах для перемещения зажимных элементов приспособления исходной силой являются центробежная сила инерции вращающихся грузов, движение частей станка, упругие силы пружины и т. д. Приспособления с механическим центробежным приводом обеспечивают быстрое перемещение зажимных устройств, автоматизацию зажима и разжима детали и не требуют специальных источников энергии для включения в работу таких приводов. На рис. V.31 приведены два варианта центробежно-инерцион-ного привода, закрепленного на заднем конце шпинделя токарного станка: на верхней части - толкающего действия, а на нижней части - тянущего действия. В корпусе 8 центробежно-инерционно-го привода на оси 3 расположены двуплечие рычаги 4, на горизонтальные плечи которых на резьбе установлены грузы 6, закреилен- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 [ 18 ] 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |