

|
|

|
Промышленный лизинг
Методички
Если отсутствуют необходимые данные о точности обработки детали при выполнении данной операции, то можно принимать среднюю экономическую точность обработки, указанную в таблицах справочников для соответствующего способа обработки *. Действительное значение погрешностей 8б базирования детали в приспособлении определяют из геометрических связей в соответствии со схемой базирования. Формулы для определения действительного значения погрешностей базирования для встречающихся схем базирования приведены в табл. II.1. Расчетная суммарная погрешность приспособления где 6 - допуск на размер обрабатываемой детали; Ki и К2 - коэффициенты; Еб - погрешность базирования этой детали; Ау - погрешность установки детали; (/Ci = 0,8-0,85, /(2 = 0,61,0); со - точность обработки на размер детали при выполнении данной операции. Значения погрешности установки можно выбирать из справочников. При установке и закреплении обрабатываемая деталь в приспособлении смещается. Величина этого смещения зависит от типа приспособления и вида зажимного устройства и не зависит от схемы базирования и способа обработки детали. Определив погрешность базирования 65 и найдя по таблицам погрешность установки Ау детали и точность обработки со, рассчитывают суммарную погрешность приспособления Апр, которую распределяют по отдельным составляющим звеньям размерной цепи. Суммарная погрешность приспособления состоит из следующих погрешностей, являющихся звеньями размерной цепи: . + 8.. где бп - погрешность изготовления деталей приспособления; бу - погрешность установки приспособления на станке; 6з - погрешность вследствие конструктивных зазоров, требуемых для посадки детали на установочные элементы приспособления; бп - погрешность перекоса или смещения инструмента, возникающая вследствие неточности изготовления направляющих элементов приспособления; если направляющих элементов нет, то погрешность Еп=0. § 11.3. Установочные детали приспособлений Установочные детали (опоры) приспособлений служат для установки на них базовыми поверхностями обрабатываемых детален. Опоры разделяют на основные и вспомогательные. Основные опоры служат для базирования детали в приспособлении. Они жестко закреплены- 0 корпусе приспособления и определяют положение * Справочн!*" технолога машиностроителя, т. I. М., Машиностроение, 1972, с. 7. Таблица II.I Формулы для определения величины погрешности базирования деталей в приспособлениях Условные обозначения (типовые случаи): О-Зажимное устройство Обрабатываемые поверхности Упор Основные установочные базы; опорные установочные поверхности Да, Аь, Ас,... - допуски размеров а, Ь, с, ... ; x - радиальное биение; Smin - минимальный гарантированный зазор Схема базирования
!777777777777; 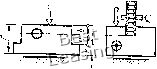 истройстЪо: цанга, ~поггоон и т п. Погрешность базирован размер наибольшая абсолютная величина Ег. = Ас = As Ч = Ас гь = гс = hDl2 Схема базирования Погрешность базирования наибольшая абсолютная величина  D / 1 +1 sin / 1 - 1 2 sin е„ = л: I Призма подвижная   ta= AD/2 = 0 tf={AD + Ad)/2 + x установочнйя 11/ арвнтировдннь/и зазор а 6 с £д= ej= ДО Схема базирования Погрешность базирования размер наибольшая абсолютная величина ЙПал!ц истанпЗочныа пГаоангпироВанныа  0 = е/= Д I = 6 = дй + ДО/2 + X Самоиентрирующее устрой: mSo цанга, патрон и т. п. 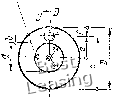 £j= Ad/2 I == 6/ = ДО/2 + X Ви= X «3 £а= О Eu= Дй/2 tj=.ze = AD/2 + X е;г = 0
Схема базирования Погрешность базирования размер наибольшая абсолютная величина  Дд -просадка центров Наибольший диаметр центрового гнезда, мм 1: 2; 4; 5; 6 Просадка центров Д,„ мм 0,11 0,14 7,5; Ю 12,5; 15 20; 30 0,18 0,21 0,25
 /Оправка со 1Впбодной Хпосадкоа При установке оправки на плавающий передний центр, в гильзу или патрон по упору При установке оправки ка жесткий передний центр Ш7>Г7777.  Разжимная или жестная опраВна с натягом
Продолжение табл. И.1
обрабатываемой детали в рабочей зоне станка относительно режущего инструмента. Для правильной ориентации детали в приспособлении число основных опорных точек должно быть равным шести (правило шести опорных точек).  fx45°  Рис. II.4. Опорные штыри (а-г) и опорные пластины [д-е): и, h, hi, L, В, b, с, Ci, d, t/i - размеры, выдерживаемые при изготовлении пластин Вспомогательные опоры применяют не для базирования, а для повышения устойчивости и жесткости обрабатываемой детали в приспособлении при обработке. Их индивидуально подводят к детали и закрепляют, таким образом они превращаются в дополнительные жесткие опоры. Основные опоры. Они используются в виде штырей, пластин, призм, пальцев и т. д. Опорные штыри (ГОСТ 13440-68 и 13441- 68) для установки деталей изготовляют с плоской, сферической и насеченной головками (ГОСТ 13442-68). Детали с обработанны- 0 1 [ 2 ] 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||