

|
|

|
Промышленный лизинг
Методички
ст ко ля ть по та дя нь н ; к а уст чтс это ПЛ1 р01 леь сеч об! де> плг ме> эле рол дет уго, А. ] СТВ( дол: С001 эта/ дол; 0,16 мап 48, ходг тал1 ма, ; оси, входит в отверстие серьги 13, связанной с магнитным блоком штифтом 12. Корпус, верхняя и нижняя плиты скреплены между собой винтами с потайными головками и образуют закрытую часть приспособления, в котором помещается магнитный блок. При установке обрабатываемой детали 3 на плите постоянные магниты блока располагают против участков верхней плиты между вставками / из железа Армко, чтобы диамагнитные прокладки блока совпали с диамагнитными прокладками верхней плиты. В этом случае магнитные силовые линии пройдут через верхнюю плиту, обрабатываемую деталь 3, вставки / в верхней плите, пластины" 5 из железа Армко блока и замкнутся через нижнюю плиту и. Тонкими замкнутыми линиями показан путь магнитного потока, который, проходя через обрабатываемую деталь 3, прижимает ее к плите. Для съема обрабатываемой детали магнитный блок сдвигается в корпусе плиты при помощи эксцентрикового механизма (см. рис. V. 34, б) вдоль плиты. Магнитный силовой поток, выходящий из постоянных магнитов, пройдет через верхнюю плиту и пластины блока 5, замкнется на нижней плите, минуя деталь 3, которая снимается с магнитной плиты. На приспособлениях с постоянными магнитами необходимо обеспечить определенное усилие закрепления обрабатываемой детали. Сила магнитного притяжения (сила зажима) при закреплении детали магнитным полем д=4,06-10(ф2/5), рде ф - магнитный поток, Вб; 5 - площадь зазора, м. Магнитный поток Ф, квадрату которого пропорциональна сила притяжения, зависит от магнитодвижущей силы F и магнитной проводимости Gm, поэтому Подставив в предыдущую формулу это значение магнитного потока, получим формулу для определения силы зажима детали, установленной в наладке, на магнитной плите: Q = 4,06-104(/=-2Om/5). Следовательно, для получения требуемой силы притяжения детали установленной в наладке на магнитной плите, необходимо, чтобы наладка имела вполне определенную магнитную проводи- Имеются четыре класса точности магнитных плит: Н -нормальный П -повышенный, В -высокий и А -особо высокий. Основные размеры прямоугольных магнитных плит даны в ГОСТ 16528-70- здесь же даны технические требования на плиты и допуски на неточность формы и расположения поверхностей магнитных прямоугольных плит четырех классов точности. Шероховатость рабочей поверхности плиты и обработанной поверхности Самозажимные поводковые патроны. Такие патроны изготовляют с двумя или тремя эксцентриковыми кулачками с насечкой, которые в начале обработки под действием сил резания зажимают обрабатываемую деталь, установленную в центрах станка, и передают ей крутящий момент от шпинделя станка. При увеличении крутящего момента резания автоматически увеличивается и крутящий момент от шпинделя, передаваемый кулачками патрона на деталь. Для удобной установки детали в центрах применяют поводковые патроны с автоматически раскрывающимися кулачками. Равномерный зажим детали всеми кулачками обеспечивается тем, что применяют плавающие кулачки или кулачки с независимым перемещением. Самозажимные поводковые патроны позволяют устанавливать кулачки на различный диаметр обрабатываемых деталей. Эти патроны при центровой обработке деталей на многорезцовых станках служат для передачи детали от шпинделя станка больших крутящих моментов. На рис. VI.2 дан поводковый патрон с двумя эксцентриковыми сменными кулачками Московского станкозавода им. Орджоникидзе. Фланец 8 патрона устанавливают коническим отверстием на шпиндель и крепят винтами к его фланцу. Корпус 10 патрона соединяется с фланцем 8 винтами 7, проходящими через распорные втулки 6; он имеет ведущие пальцы 9, на которых установлены кулачки 2. Для одновременного зажима детали двумя кулачками корпус 10 может перемещаться относительно фланца в направлении его пазов и пружиной 3 поворачиваться в начальное положение. В момент включения станка шпиндель с патроном начинает вращаться и кулачки 2 под действием центробежных сил от грузов 1, мгновенно поворачиваясь на пальцах, предварительно зажимают „ деталь, предупреждая ее провертывание в начале резания. Оконча- тельный зажим детали производится в начальный момент резания от составляющей силы резания Р. После обработки детали станок S мключается, шпиндель не вращается, кулачки 2 толкателями 5 Jд действием пружин поворачиваются на пальцах 9 в исходное положение и деталь разжимается. Меняя кулачки патрона, обеспечивают обработку деталей диаметром 30-150 мм. I Центробежную силу определяют через массу груза и угловую скорость вращения его центра тяжести [Н (кгс)]: или через массу и линейную скорость: Здесь m=G/g-масса груза, кг; G - вес вращающихся грузов, М (кгс); = 9,81-ускорение свободного падения, м/с; со-уг- I ловая скорость вращения груза относительно оси шпинделя рад/с; i*) = W30=0,l«; л -частота вращения шпинделя станка, об/мин; I-Л -расстояние от центра тяжести груза до оси вращения патрона. л ть! п та, Дя нь и : ка зл-ли су об ус1 чтс этс ПЛ1 р01 ле! сеч об1 де> эле рок дет уго А. СТВ( соо: 3Taj дол 0,16 маг ХОД! тал1 ма, 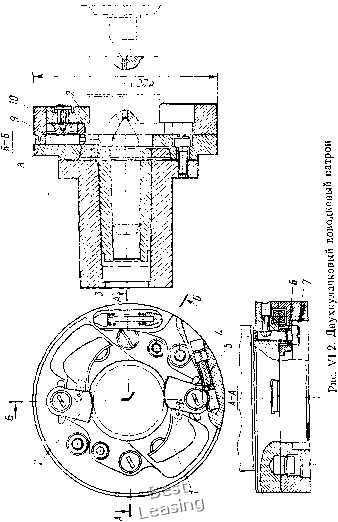 образца должны быть для плит класса точности Н и со- ответственно классов шероховатости 0,5 , V 0,15 V классов точности П, В и А. Конструкция наладки для установки обрабатываемой детали должна обеспечить выполнение определенных технологических требований и гарантировать закрепление наладки с деталью на магнитной плите с требуемой силой. Необходимо Отметить, что с увеличением высоты шероховатости на базовых поверхностях деталей, устанавливаемых на магнитных приспособлениях, сила прижима снижается, так как возникающий воздушный зазор создает большое сопротивление прохождению магнитного потока. В настоящее время применяют плиты с постоянными магнитами, магнитные свойства которых возбуждаются подачей в катушки сильных импульсов постоянного тока. Эти плиты не имеют движущихся узлов, а ток питания при работе отключен. Размагничивание получается за счет подачи в катушки убывающего до нуля переменного тока. Плиты с постоянными магнитами обеспечивают удерживающую силу до 1,5 МПа (15 кгс/см), такую же, как и электро.магнитные приспособления. Постоянные магниты изготовляют из ферромагнитных материалов, обладающих высокой остаточной индукцией В и большой коэрцитивной силой Я. Лучшим материалом для постоянных магнитов является сталь с высоким содержанием углерода н специальных присадок вольфрама, кобальта, хрома. Магнитные свойства этих f талей постепенно уменьшаются, поэтому требуется повторное на-/«агничивание (примерно через два года). Постоянные магниты для плит изготовляют из специальных сплавов, верхнюю и нижнюю плиты - из отожженной стали 10, стальные пластины магнитного блока и вставки верхней плиты - из стали, диамагнитные прокладки блока -из меди и латуни, а диамагнитную заливку вставок верхней плиты - из баббита и красной меди. Преимущества приспособлений с магнитным приводом: вес и -высота магнитных плит меньше, чем электромагнитных, они безопасны в работе, так как не связаны с каким-либо источником тока; не расходуют электроэнергию; требуют меньшие затраты на ремонт и имеют большой период эксплуатации, т. е. весьма долговечны в работе. Недостатки электромагнитных и магнитных приводов приспособлений: получение меньшей силы зажима детали по сравнению с механизированными приводами; на них нельзя крепить детали из немагнитных материалов. Электромагнитные и магнитные плиты и патроны применяют для установки и закрепления деталей, обрабатываемых шлифованием, чистовым фрезерованием, точением. ГЛАВА VI ПРИСПОСОБЛЕНИЯ ДЛЯ ТОКАРНЫХ И КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ На токарных и круглошлифовальных станках обрабатываемы детали в зависимости от формы и размеров устанавливают в цен--рах или в патроне. Один центр расположен в шпинделе передне!"* бабки, авторой -в шпинделе задней бабки токарного или шлифо зального станка. Патрон устанавливают и закрепляют на кони шпинделя передней бабки станка. § VI. 1. Центры Центры бывают следующих типов: 1. Упорные центры. Они вы полняются цельными и со вставками из твердых сплавов (ГОСТ 2209-69). 2. Упорные полуцентры (ГОСТ 2576-67). 3. Центрь упорные с конусностью 1 : 10 и 1:7 (ГОСТ 18259-72, 18260-72) для тяжелых работ. 4. Съемные вращающиеся центры (ГОС 8742-75). 5. Вращающиеся центры (ГОСТ 8742-75) для легких работ. Кроме стандартизованных применяются центры специальных конструкций: плавающие с рифленым центром, плавающие с поводковым пальцем и т. д. Конусная поверхность центра предназначена для установки детали и имеет угол при вершине 60, 90, 120°; хвостовик центра изготовляют с конусом Морзе определенного номера (№ 2, 3, 4, 5, 6). При обработке ступенчатых валов на многорезцовых станках для получения заданных линейных размеров вал устанавливают на плавающий (подпружиненный) передний центр. На рис. VI.1, а показана обработка валика на центрах токарного станка с размещением механизированного привода в корпусе задней бабки. Осевая сила зажима обрабатываемой детали с механизированным приводом пиноли задней бабки станка (Н): р1 + р - р D \2 1 - tg (Р + yi) (3 a)tg 92 tg0 4-<pi) Обработка валика на центрах токарного станка с поводковым устройством для вращения детали представлена на рис. VI. 1, б. Сила для вдавливания поводков в торец обрабатываемой де. тали Q>1,8P, а" З = 60° При обработке детали на центрах с рифленым центром, представляющим собой поводок, вращающий деталь при обработке, сила, требуемая для вдавливания рифленого поводкового центра в 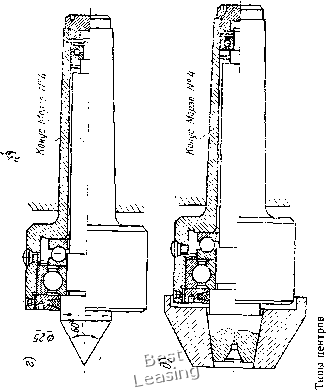 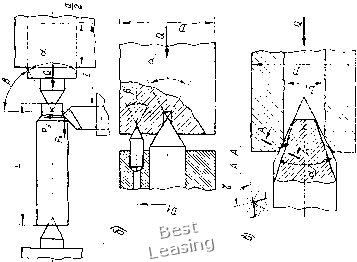
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 [ 20 ] 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |