

|
|

|
Промышленный лизинг
Методички
деталь (рис. VI.1, в). Q> 2P,Xg{yl2) D sin (а/2) Di при a=60° и = 90°. В случае обработки деталей на центрах токарного станка пр вращении детали с помощью поводковых устройств или рифленым поводковым центром требуемую силу Q центров определяют по первой формуле, а по второй и третьей - проверяют эту силу. Здесь Q - требуемая сила механизированного привода, Н (кгс), /С-коэффициент запаса; Р, Ру, - составляющие сил резания, Н (кгс); D -диаметр обрабатываемой поверхности детали, мм; L -длина обрабатываемой детали, мм; р = 90-а/2 - угол между образующей конуса центра задней бабки и осью суппорта, град; а - угол при вершине центра, град; ф1«;3 -угол трения на поверхности конуса центра, град; ф2=3 -угол трения на поверхности пи-ноли задней бабки станка, град; t - расстояние от середины центрового отверстия до середины пиноли, мм; а -длина пиноли задней бабки, мм; р -угол при вершине поводка, град; Z)i-диаметр окружности расположения поводков, мм; у - угол при вершине сечения рифа, град. Невращающиеся задние центры станков от трения сильно нагреваются и изнашиваются. Для уменьшения износа и увеличения стойкости центров применяют вращающиеся задние центры, менее точные, чем невращающиеся центры. Задний центр (рис. VI. 1, г) применяют для установки деталей с центровыми отверстиями, а задний центр, показанный на рис. VI. 1, д, - для обработки полых деталей. Центр (рис. VI.1, д) вращающийся изготовляется с коми лектом сменных наконечников II шт.), для установки различных деталей на токарном станке при скоростной обработке. § VI.2. Поводковые приспособления и самозажимные поводковые патроны Поводковые приспособления. Стандартизированными поводк. выми приспособлениями являются: хомутики поводковые для то карных и фрезерных работ (ГОСТ 257870), для шлифовальн-работ (ГОСТ 16488-70); поводковые патроны (ГОСТ 13334-67); токарные поводковые патроны (ГОСТ 2572-71). Поводковые приспособления применяют для передачи вращательного движения (крутящего момента) от шпинделя станка к об рабатываемой детали, установленной в центрах, на оправке или в патроне. К поводковым приспособлениям относятся хомутики, поводковые планшайбы, поводковые патроны. Хомутик с ручным за жимом надевают на обрабатываемую деталь, крепят винтом и затем обрабатываемую деталь с хомутиком устанавливают в центрах станка. При включении станка обрабатываемая деталь через поводковую планшайбу и хомутик вращается от шпинделя станка, м; V - линейная скорость вращения центра тяжести груза, м/с; v = (>)R, откуда (i) = vjR. Подставим в формулу для определения Рц вместо т величину Gig, а вместо v - величину 0,1лР и, произведя преобразования, по-пчим формулу для определения центробежной силы P{0,0Wn2R):g. После сокращения на «9,81 получим P==0,00lORn\ где R выражено в м. . Сила зажима детали одним кулачком патрона W=Pcm30°, где 30° -угол между силой зажима W, приложенной к кулачку, и направлением действия центробежной силы. Подставим вместо Рц его значение, получим W=0,O0\GRn cosSO Сила зажима двумя кулачками патрона су«==ц2 со«30°, где Z - число кулачков патрона. Пример V1.1. Определить силу зажима W детали одним кулачком патрона <см. рис. VI.2). Дано: G = 40 Н~вес противовеса (вращающего груза); и=1500 об/мин - частота вращения шпинделя станка; /?=0,07 м -расстояние от центра тяжести груза до оси вращения патрона. Сила зажима W детали, действующая на кулачке, расположена под углом 30° к направлению центробежной силы. Решение. Сила зажима W=0,001Gcos 30°=0,001 •40-0,07-1500.0,865 = = 545 Па. Двухкулачковьге поводковые патроны нормализованы (МН 151-62), они могут иметь плавающий (подпружиненный) центр. : Для определения размеров и профиля кулачков патрона /рис. VI.3) необходимо иметь следующие данные: усилие резания диапазон диаметральных размеров обрабатываемых деталей, зажимаемых комплектом сменных кулачков патрона; размер h .гежду осью детали и осью качения (поворота) кулачка. Принимаем, что профиль рабочей поверхности кулачка иэготов-тен по логарифмической спирали с постоянным углом подъема е = 0,310рад=18° (Г-0,017453 рад). Наибольший вектор кулачка Гах = Л - -f 0,5е2/?„ (1 - RJh). Наименьший вектор кулачка Угол поворота кулачка при зажиме поверхности обрабатываемой детали (град или рад) ao=2,31g(r,/r„,J/6. Здесь /?тах И Rmm - максимальный и минимальный радиусы зажатой кулачками частр детали, мм 0 -угоА подъема профиля ку.-лачка, рад. Зная угол ао и величину векторов /"шах и-Гтт, являющихся сторонами угла ао с вершиной в точке О (ось вращения кулачка), можно изготовить профиль рабочей поверхности кулачка не п логарифмической с рали, а по окружи Центр этой окр. ности, точка Оу, нах дится в пересечени перпендикуляра Оа i биссектрисе угла ао к перпендикуляра Oi6 восставленного из середины прямой вг (еб= = бг/2), соединяющей концы векторов. 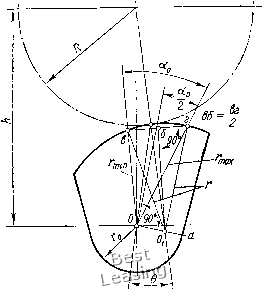 Рис. VI.3. Схема для определения размеров и профиля кулачков поводковых самозажимных патронов Осевая сила зажима детали одним кулачком патрона Q = fpe3/ «niaxSin(0 + 4/-0М. где Л1рез = -Ргр -iOMHT ОТ СИЛЫ резания Рг, Н-м (кгс-мм); п - число кулачков иатрона; /?тах -максимальный радиус детали, Kq торую можно зажать в патроне, мм; го -радиус тыльной упорной поверхности кулачка, мм; ii = 0,15 - коэффициент трения на тыльной упорной иоверхности кулачка; Гр -радиус наибольшей шеикк обрабатываемого стуиенчатого вала, мм. § VI.3. Оправки для обработки полых детапей и деталей с центральным отверстием Консольные и центровые оправки применяют для установки центральным базовым отверстием втулок, колец, шестерен, обраба тываемых на многорезцовых шлифовальных и других станках. При обработке партии таких деталей требуется получить высо« жую концентричность наружных и внутренних поверхностей и заданную перпендикулярность торцов к оси детали. В зависимости от способа установки и центрирования обрабатываемых деталей консольные и центровые оиравки можно подраз-1елить на следующие виды: 1) жесткие (гладкие) для установки деталей с зазором или натягом; 2) разжимные цанговые; 3) клиновые (плунжерные, шариковые); 4) с тарельчатыми иружинами; ) самозажимные (кулачковые, роликовые); 6) с центрирующей пругой втулкой. На рис. VI.4, а иоказана гладкая оправка 2, на цилиндрической части которой установлена обрабатываемая деталь 3. Тяга 6, за- 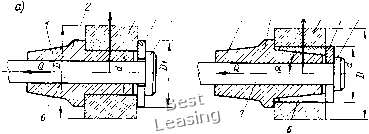 Рис. VI.4. Конструкции оправок: а - гладкая оправка; б - оправка с разрезной втулкой реиленная на штоке иневмоцилиндра, ири иеремещении иоршня со штоком влево головкой 5 нажимает на быстросменную шайбу 4 и зажимает деталь 3 на гладкой оправке 2. Оправка конической частью / вставляется в конус шпинделя станка. При зажиме обрабатываемой детали на оправке осевая сила Q на штоке механизированного привода вызывает между торцами шайбы 4, уступом оправки и обрабатываемой деталью 3 момент от силы трения, больший, чем момент Мрез от силы резания Рг. Зависимость между моментами откуда сила на штоке механизированного привода Q2KPMD,-d)f\. По уточненной формуле Q=KP,Dj f I Df - d3 щесъ /(=l,5-f-2,0 -коэффициент запаса; Рг -вертикальная состав-Jяющaя сила резания, Н (кгс); D -наружный диаметр иоверхности обрабатываемой детали, мм; Di -наружный диаметр быстросменной шайбы, мм; d -диаметр цилиндрической установочной части оиравки, мм; /=0,1-0,15 - коэффициент трения сцепления. На рис. VI.4, б показана оправка 2 с разрезной втулкой 6, на которой устанавливают и зажимают обрабатываемую деталь 3. Конической частью J оправку 2 вставляют в конус шпинделя станка. Зажим и разжим детали на оправке производят механизированным приводом. При подаче сжатого воздуха в правую полость пневмоцилиндра поршень, шток и тяга 7 движутся влево и головка 5 тяги с шайбой 4 перемещает разрезную втулку 6 по конусу оправки, пока она не за}кмет деталь на оправке. Во время подачи сжатого воздуха в левую полость пневмоцилиндра поршень, шток и тяга перемещаются вправо, головка 5 с шайбой 4 отходят от втулки 6 и деталь разжимается. <7/  состоянии Рис. VI.5. Консольная оправка с тарельчатыми пружинами (а) и та-рельчатаи пружина (б) Крутящий момент от вертикальной силы резания должен быть меньше момента от сил трения на цилиндрической поверхности разрезной втулки 6 оправки. Осевая сила на штоке механизированного привода (см. рис. IV.4, б) Q = {KP,Didf)[tg{a-]-<f)-f], где а = 15 -половина угла конуса оправки, град; фяб -угол трения на поверхности контакта оправки с разрезной втулкой, град; /=0,15-0,2 -коэффициент трения. Оправки и патроны с тарельчатыми пружинами применяют для центрирования и зажима по внутренней или наружной цилиндрической поверхности обрабатываемых деталей. На рис. VI.5, а. б соответственно показаны консольная оправка с тарельчатыми пружинами и тарельчатая пружина. Оправка состоит из корпуса 7, упорного кольца 2, пакета тарельчатых пружин 6, нажимной втулки 3 и тяги 1, соединенной со штоком пневмоцилиндра. Оправку применяют для установки и закрепления детали 5 по внутренней цилиндрической поверхности. При перемещении поршня со штоком и тягой 1 влево последняя головкой 4 и втулкой 3 нажимает на тарельчатые пружины 6. Пружины выпрямляются, их наружный диаметр увеличивается, а внутренний уменьшается, обрабатываемая деталь 5 центрируется и зажимается. Раз.мер установочных поверхностей пружин при сжатии может изменяться в зависимости от их размера на 0,1-0,4 мм. Следовательно, базовая цилиндрическая поверхность обрабатываемой детали должна иметь точность 2-3-го классов. Тарельчатую пружину с прорезями (рис. VI.5, б) можно рассматривать как совокупность двухзвенных рычажно-шарнирных механизмов двустороннего действия, разжимаемых осевой силой. Определив крутящий момент Мрс от силы резания Pz и выбирая коэффзщиеит запаса Л, коэффициент трения / и радиус R установочной поверхности тарельчатой поверхности пружины, получим равенство Из равенства определим суммарную радиальную силу зажима, действующую на установочной поверхности обрабатываемой детали, W, = KM,,,yR=KPilfR. Осевная сила на штоке механизированного привода для тарельчатых пружин; с радиальными прорезями Q = 1,33 tg а [KMJfR] = 1,33 tg а {KP,RilfR)\ без радиальных прорезей Q=tg a\r,y„ = tg а {KM,JfR) -tg а [KPiifR), где а=8-12 -угол наклона тарельчатой пружины при зажиме детали, град; /(= 1,5-2,2 -коэффициент запаса; Мрез - крутящий момент от силы резания Pz, Н-м (кгс-см); /=0,1-0,12 -коэффициент трения между установочной поверхностью тарельчатых пружин и базовой поверхностью обрабатываемой детали; R - радиус установочной поверхности тарельчатой пружины, мм; Р -вертикальная составляющая сила резания, Н (кгс); Pi -радиус обработанной поверхности детали, мм. § VI.4. Оправки и патроны с гидропластмассой Патроны и оправки с самоцентрирующими тонкостенными втулками, наполненными гидропластмассой, применяют для установки по наружной или внутренней поверхности деталей, обрабатываемых на токарных и других станках. На приспособлениях с тонкостенной втулкой обрабатываемые детали наружной или внутренней поверхностью устанавливают на цилиндрическую поверхность втулки. При разжиме втулки гидропластмассой детали центрируются и зажимаются. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 [ 21 ] 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |