

|
|

|
Промышленный лизинг
Методички
воздухораспределительной муфты 2 с двумя штуцерами 20 и 22 для подвода сжатого воздуха. Для герметизации полостей А и 5 пневмоцилиндра 4 на поршне установлены манжеты 7 с промежуточным кольцом 6, закрепленные кольцом 5. Герметизация штока осуществляется манжетой 17 и невращающейся муфтой 2 с вращающимся хвостовиком /, манжетами 19 и 21. Невращающаяся распределительная муфта 2 установлена на наружном кольце шарикоподшипника 18, внутреннее кольцо которого вращается вместе с хвостовиком 1. От распределительного крана сжатый воздух по трубопроводу подводится к штуцеру 22, затем, пройдя по каналам в хвостовике 1, крышке 3 и пневмоцилиндре 4, поступает в штоковую полость А и перемешает поршень 8 со штоком 9 влево. При этом шток через тягу 16 и винт перемещает втулку 10 в корпусе влево. В корпусе патрона на осях установлены три рычага с отношением плеч 3:1. На концах рычагов подвижно установлены сухари, которые входят в пазы втулки /О и в пазы основания кулачков 13. При движении влево втулка 10 поворачивает на осях рычаги 11, короткие плечи которых перемещают кулачки к центру, и деталь зажимается. После обработки детали распределительный кран переключается, сжатый воздух подводится к штуцеру 20 и, пройдя по каналу в хвостовике 1, поступает в бесштоковую полость Б пневмоцилиндра и перемещает поршень 8 со штоком 9 вправо. При этом шток через тягу 16 перемещает втулку 10 с вертикальными плечами рычагов вправо, а горизонтальные плечи этих рычагов разводят кулачки 13, и деталь разжимается. Установка кулачков 13 патрона на требуемый размер обрабатываемых деталей производится вращением винта 12, на конце которого имеется зубчатое колесо 14, находящееся в зацеплении с плоским центральным зубчатым колесом 15. При вращении зубчатое колесо 15 через зубчатые колеса 14 поворачивает остальные винты 12, которые перемещают все кулачки в положение, соответствующее размеру обрабатываемой детали. При зажиме деталей по внутреннему диаметру необходимо переставить в пазах патрона кулачки 13, повернув их на 180°. Диаметр зажимаемой детали кулачками патрона 10-240 мм. Диаметр зажимаемого прутка 10-40 мм. Максимальное усилие на штоке 44 000 Н (4500 кгс). Большое применение имеют трехкулачковые клиновые и рычаж-но-клиновые патроны (ГОСТ 16862-71), работающие от механизированного привода. Клиновые патроны крепятся на переднем конце шпинделя посредством промежуточного фланца или к фланцевому концу шпинделя непосредственно. Применяются также патроны трехкулачковые быстропереналаживаемые (ПБК-200- ПБК-400). Вэтих патронах перестановка кулачков на новый диаметр зажима детали производится быстро, путем последовательного вращения трех валиков-шестерен, установленных в трех зажимных кулачках патрона. При вращении валиков-шестерен три кулач- ка перемещаются в радиальном направлении к оси патрона нли от оси. \ На рис. VI.14 показан трехкулачковый самоцентрирующий кли-новый патрон с механизированным приводом, применяемый для быстрого зажима и разжима деталей, обрабатываемых на токарных, револьверных полуавтоматах, и других станках и многошпиндельных полуавтоматах в крупносерийном и серийном производствах. В пазах корпуса 1 патрона установлены три кулачка 2, к которым винтами 4 и сухарями-5 прикреплены сменные кулачки 5. В корпусе 1 патрона установлена втулка 6, которая винтом 8 и тягой соединена со штоком поршня пневмоцилиндра. Во втулке 6 имеются три паза а с углом наклона 15°, в которые входят наклон- ВидВ 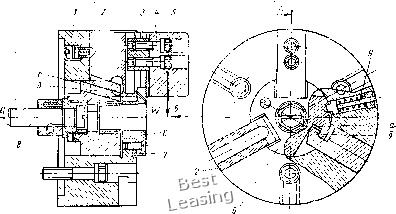 у,. Рис. VI. 14. Универсальный трехкулачковый клиновый патрон с меха- низированным приводом ные выступы б кулачков 2, образуя клиновые сопряженные пары. Во время подачи сжатого воздуха в штоковую полость пневмоцилиндра поршень со штоком перемещается в пневмоцилиндре влево, шток через тягу, винт 8 и втулку 6 передвигает выступы б кулачков 2 вниз по наклонным пазам а втулки 6. При этом сменные кулачки 5, перемещаясь к оси патрона, зажимают обрабатываемую деталь. После обработки детали сжатый воздух подается в бесштоковую полость пневмоцилиндра и поршень со штоком перемещается в пневмоцилиндре вправо. Шток через промежуточные звенья передвигает втулку 6 вправо, выступы б кулачков 2 перемещаются по наклонным пазам втулки 6 вверх, и сменные кулачки 5 расходятся от оси патрона, деталь разжимается. Для замены кулачков в шестигранное отверстие во втулке вставляют торцовый ключ, который поворачивает втулку против-часовой стрелки иа угол 15°, кулачки 2 выводят из пазов корпуса 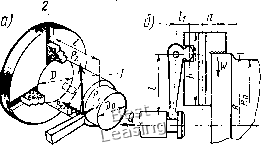 / и вынимают. В рабочем положении втулка 6 удерживается подпружиненным штифтом 9. Втулка 7 предохраняет патрон от засорения. Клиновые патроны жестки и износоустойчивы в работе. Расчет суммарной силы WcyM зажима в кулачковых патронах и осевой силы Q на штоке меха-низированного привода. Силу Q на штоке механизированного привода для рычажных кулачковых патронов определяют в зависимости от требуемой силы зажима обрабатываемой детали. На деталь / (рис. VI.15,a), закрепленную в трехкулачковом патроне 2, действуют составляющие силы резания Pz, Рх, Ру. Сила Pz создает на обрабатываемой детали / крутящий момент Мрез, сила Рх - осевой сдвиг н сила Ру - опрокидывающий момент. Величина крутящего момента Мрез зависит от силы Pz, радиуса Ro обработанной поверхности детали и отношения D/Do, где D и Do -диаметры детали до и после обработки. Чем больше это отношение, тем меньше влияние крутящего момента на деталь. Величина опрокидывающего момента зависит от силы Ру и отношения L/D, где L -длина вылета обрабатываемой детали. Чем больше это отношение, тем больше влияние опрокидывающего момента на деталь. Момент Мтр от сил трения и сила зажима Wcyi детали всеми кулачками патрона в основном зависят от крутящего момента Мрез и коэффициента трения (сцепления) между поверхностями обрабатываемой детали и кулачками патрона: M,p = W,,fR= KM,,=KP,Ro; Wn = \еум = KMpjfRKPJo fR- Сила зажима детали одним кулачком патрона В патронах (рис. VI.15, б) с рычажным перемещением кулачков осевая сила на штоке механизированного привода патрона Рис. VI. 15. Силы резаиня, действующие иа обрабатываемую деталь, закрепленную в патроне (а), и силы на штоке механизированного привода с рычажным перемещением кулачков (б) откуда 152 Q = /<i(l-f 3aXi;ft)(/,7)\F,y«, В трехкулачковых клиновых патронах (см. рис. VI. 14) сила зажима детали всеми кулачками ~ McvM = QI\Ki (1 + 3a;.xiIh) tg (3-f cp)]. Требуемая сила на штоке механизированного привода патрона К, 1+- tg(3 + ?)Mc,M. Сила зажима детали одним кулачком патрона W=W,,,in = KPfi,fR. д,н [при Pz та WOH) 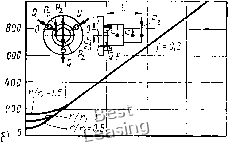 а, н (при Pz=iooH) 600 ------ 300 - В приведенных формулах принято: р,1= (0,15--0,2) - коэффициент трения между направляющей поверхностью кулачка я пазом корпуса патрона: / - коэффициент тренпя (сцепления) между рабочей поверхностью кулачков и обрабатываемой деталью [зависит от вида рабочей поверхности кулачков: при гладкой поверхности /=0,2; с кольцевыми канавками /= (0,3ч--i-0,4); с продольными и кольцевыми канавками /= = 0,45-0,5; с рифленой поверхностью /=(0,8-1,0)]: /С= (1,3-г-1,6) - коэффициент запаса; /С, = (l,05-l,2)-коэффициент, учитывающий дополнительные силы трения в патроне; Ро -радиус обработанной части детали, см; Р -радиус зажатой кулачками части детали, см; л -число кулачков патрона; а -вылет кулачка от середины его опоры в пазу патрона до центра приложения силы зажима W на одном кулачке, см; U и / - длины короткого и длинного плеч двуплечего рычага (/i = 7з-Д); /г -длина направляющей части кулачка, соприкасающаяся с пазом корпуса патрона, см; р= 15 -угол наклона пазов скользящей втулки для клиновой пары патрона, град; ф = 5°43 -угол трения наклонной поверхности клиновой пары патрона. При обтачивании длинной, консольно закрепленной в трехкулачковом патроне детали величина силы зажима должна быть достаточной, чтобы деталь под действием сил резания не могла вывернуться из кулачков патрона. При зажиме детали короткими усту-
1 2 3 Ц. L/f Рис. VI. 16. Графики для определения силы зажима детали яами кулачков (рис. VI.16, а) условие равновесия для невыгодно-го положения силы резания Pz (выворачивание детали из патрона происходит вокруг линии 0-0) KP,Ll,5Qfr, откуда сила зажима детали Q=KP,Lil,5fr. Здесь I,3-f-1,6 -коэффициент запаса; Pz -тангенциальная сила резания, Н (кгс); L -длина детали, см; Q/ -сила трения между рабочей поверхностью кулачков и обрабатываемой деталью, Н (кгс); г -радиус зажатой части детали, см; ri -радиус обработанной части детали, см; / - коэффициент трения (сцепления) между рабочей поверхностью кулачков. Величину силы Q можно выбрать по графику (рис. VI.16, а) при К=1; Рг = 98Н (10 кгс) и /=0,3. По оси абсцисс отложены отношения L/r, а по оси ординат -значения силы Q. Выбранную величину Q умножают на фактическое значение коэффициента запаса /С и на поправку P 10, где Р/ -действительная величина составляющей силы резания, Н (кгс). Нижняя разветвляющая часть кривой получается при закреплении в патроне недлинной детали, при этом выворачивающий момент от силы Рг небольшой. В случае небольшого вылета расчет производится по моменту трения детали в кулачках патрона: Зд/=КРг или Q = KPJ3f. При / = 0,45 найденное значение Q делят на 1,5, а при /=0,6 - на 2. При обрабатывании длинной, консольно закрепленной детали в четырехкулачковом патроне (рис. VI.16, б) сила зажима детали одним кулачком патрона определяется из условия равновесия моментов относительно оси О-0: откуда KP,L=4.0J\Qrf, Q = KP,LI2Mrf. Для определения силы Q на рис. VI. 16,6 дан график. Величину силы Q для четырехкулачкового патрона определяют по тем же данным, что и для трехкулачкового патрона. § VI.8. Цанговые патроны Цанговые патроны применяют для зажима калиброванных прутков разного профиля, обрабатываемых на токарных станках и автоматах, и для зажима деталей на револьверных станках. В цанговых патронах центрирование и зажим прутка или деталей цангой производятся осевой слой N на штоке механизированного привод© патрона. На рис. VI.17 показаны три вида цанговых патронов: с втягиваемой (а), выдвижной (б), неподвижной (е) цангами и разновидности их установочных отверстий (г) в соответствии с профилем прутков, зажимаемых в цанге (д). Для возможности зажима » цанговом патроне прутков разных диаметров и форм к нему прилагается комплект сменных цанг. При зажиме прутка или детали в цанговом патроне обеспечивается концентричность установки 0,02-0,05 мм. Базовую поверхность деталей или прутков, зажимаемых в цангах, обрабатывают 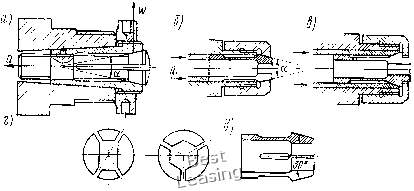 Рис. VI.17. Цанговые патроны с втягиваемой (а), выдвижной (б) и неподвижной (е) цангами; формы отверстий цанг (г) и цанга (д) ПО 2-3-му классам точности. В цанговых патронах требуемую осевую силу на штоке механизированного привода для сжатия лепестков цанги определяют в зависимости от необходимой силы зажима обрабатываемой детали. Осевая сила Q (рис. VI.18, а) на штоке механизированного привода для зажима втягиваемой цангой детали, при отсутствии внутри цанги упора для точной установки детали по длине о/ Сч ,ч Q=Hf cyM + V)tg(a/2+), U где WcyM -потребная суммарная сила зажима детали всеми лепестками цанги, равномерно действующая по базовой поверхности детали, Н (кгс); W - сила предварительного сжатия лепестков цанги ля уничтожения зазора между лепестками цанги и поверхностью зажимаемой детали, Н (кгс); а = 30-40 -угол при вершине конуса цанги, град; ф = 6-8 -угол трения между конической поверхностью цанги и сжимающей втулкой, град (tg9 = 0,I-0,I5). Суммарная сила зажима суМ = ( )УЖ2 -2 + Р: 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 [ 24 ] 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |