

|
|

|
Промышленный лизинг
Методички
Каждый лепесток Цанги является консольно закрепленной де« талью, поэтому сила W = {ZEJf, 1)11. Здесь /<С=1,2-1,5 - коэффициент запаса; /=0,25ч-0,5 - коэффициент трения между цангой и обрабатываемой деталью (зависит от вида рабочих поверхностей лепестков цанги); Л1 -момент, передаваемый цангой, Н-м (кгс-см); г -радиус базовой зажатой части детали, мм; Р -сила, действующая вдоль оси детали при обработке, Н (кгс); £=2-105 (22ООО) - модуль упругости материала цанги, МПа (кгс/мм); / - момент инерции сектора тонкого кольца в месте задела лепестка цанги, мм"* (сечение А-А на рис. VI. 18, а); /[ - стрела прогиба лепестка цанги, равная половине диаметрального зазора А между цангой и базовой поверхностью де- 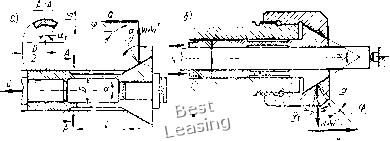 Рнс. VI. 18. Зажим детали во втягиваемой (а) и выдвижной (б) цангах тали,fl = А/2, мм; / - длина лепестка цанги от места ее задела до середины конуса цанги, мм; п - число лепестков цаиги. Момент инерции сектора тонкого кольца в месте задела лепестка J={D4l%){ai-\- sin ai cos aj - 2 sinai.ai), где D - наружный диаметр изгибающих лепестков цанги, мм; s - толщина изгибающегося лепестка цанги в сечении А-А, мм; ai - половина угла сектора лепестка цанги (сечение А-А), град. Подставим в формулу для W полученное значение момента инерции 1, тогда tti -f-sin Qi cos Oj---i Подставив в эту формулу для W вместо Е его значение 2-10 МПа (22 000 кгс/мм) и вместо fi - его значение Д/2 и произведя преобразование, получим более простую формулу: для трехлепестковой цанги для четырехлепестковой цанги \Г = 2000Д£>35;/з Подставив в формулу для определения осевой силы найденные значения для силы Wcyti и W, получим формулу для трехлепестковой цанги: Q = (/С КЖ2/Г2 + +eOOOADs ) tg (а/2+ср). Осевая сила Q, действующая на штоке механизированного привода для зажима выдвижной цангой детали при наличии осевого упора для детали (рис. VI. 18, б), 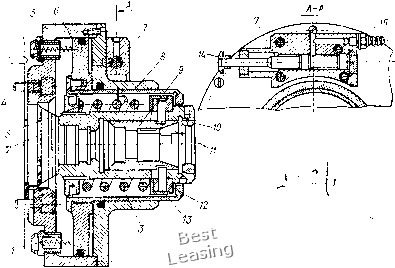 Рис. VI.19. Ца1!Говый патрои для зажима прутков Q = (VcyM+ V) [tg (a/2+f) + tgcpi]. Подставим в формулу вместо 117и их значения, тогда I/ -\ tg" Q=(-< При осевом упоре возникает трение между лепестками цанги и заживаемой поверхностью детали, поэтому вводится угол трения ф,; tgrpi= 0,2-0,3. Цанги изготовляют из углеродистых У10А и легированных 9ХС сталей, они проходят термическую обработку до твердости HRC 40-45 в хвостовой части. - На рис. VI.19 показан цанговый патрон для зажима прутков со встроенным пружинно-пневматическим приводом. Пруток зажимает цанга под воздействием пружины 3, а разжим цанги и рас- крепление прутка происходит под воздействием сжатого воздуха. Пневмоцилиндр 5 прикреплен винтами 4 к передней бабке револьверного станка. Внутри пневмоцилиндра перемещается порщень 6 закрепленный на пустотелом щтоке 8. Цанговый патрон втулкой 2 навинчивается на передний резьбовой конец шпинделя станка. Для разжима цанги и освобождения прутка нажимают на кнопку 14 и тем самым перемещают золотник 7 вправо. Сжатый воздух из сети, пройдя штуцер 15, поступает в правую полость пневмоцилиндра 5, давит на поршень 6 и передвигает его влево. Вместе с поршнем движется шток 8, который буртом нажимает на кольцо 12 и, сжимая пружину, перемещает гильзу 9 пальцами 13. При этом лепестки цанги под действием сил упругости разжимаются и пруток освобождается. Во время зажима прутка лепестками цанги И кнопку 14 с золотником 7 перемещают влево, и сжатый воздух из правой полости пневмоцилиндра 5 выпускается в атмосферу. В этот момент поршень 5 со штоком, кольцом 12 с пальцами 13 и втулка 9 под воздействием пружины 3 перемещаются вправо. Втулка 9, перемещаясь вправо по конической поверхности лепестков цанги И, прижимает ее к торцу гайки 10, а затем сжимает лепестки цанги, и пруток закрепляется. Четыре пружины 1 производят дополнительное перемещение поршня со штоком вправо для получения зазора между торцами штока 8 и кольца 12. Конструкция патрона обеспечивает постоянную силу зажима и надежность в эксплуатации. Осевая сила пружины при зажиме детали в патроне 14 700 И (1500 кгс). . Наряду с пневматическим применяют центробежные патроны с автоматическим закреплением обрабатываемых деталей. § VI.9. Мембранные патроны Мембранные патроны применяют для точного центрирования к зажима деталей, обрабатываемых на токарных и шлифовальных станках. В мембранных патронах обрабатываемые детали устанавливают по наружной или внутренней поверхности. Базовые поверхности деталей должны быть обработаны по 2-За-му классам точности. Мембранные патроны обеспечивают точность центрирования деталей 0,004-0,007 мм. Мембраны -это тонкие металлические диски с рожками или без рожков (кольцевые мембраны). В зависимости от воздействия на мембрану штока механизированного привода - тянущего или толкающего действия - мембранные патроны подразделяются на разжимные и зажимные. В разжимном мембранном рожковом патроне при установке кольцевой детали мембрана с рожками, штоком привода прогибается влево к шпинделю станка. При этом рожки мембраны с зажимающими винтами, установленными на концах рожков, сходятся к оси патрона, и обрабатываемое кольцо устанавливается центральным отверстием в патроне. При прекращении нажима на мембрану под действием упругих сил она выпрямляется, ее рожки с винтами расходятся от оси патрона и зажимают обрабатываемое кольцо по внутренней поверхности. В зажимном мембранном рожковом патроне при установке кольцевой детали по наружной поверхности мембрана штоком привода прогибается вправо от шпинделя станка. При этом рожки мембраны расходятся от оси патрона и обрабатываемая деталь разжимается. Затем устанавливается следующее кольцо, нажим на мембрану прекращается, она выпрямляется и рожками с винтами залшмает обрабатываемое кольцо. Зажимные мембранные рожко- 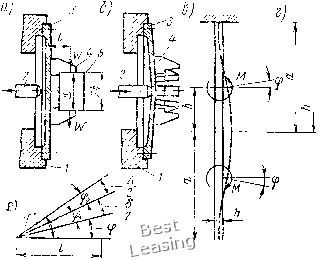 Рис. VI.20. Схема мембранпо-рожкового патрона вые патроны с механизи11)ованным приводом изготовляются по МН 5523-64 и МН 5524-64 и с ручным приводом по МН 5523-64. Мембранные патроны бывают рожковые и чашечные (кольцевые), их изготовляют из стали 65Г, ЗОХГС с закалкой до твердости HRC 40-50. Основные размеры рожковых и чашечных мембран нормализованы. На рис. VI.20, а, б показана конструктивная схема мембранно-рожкового патрона 1. На заднем конце шпинделя станка установлен пневмопривод патрона. При подаче сжатою воздуха в левую полость пневмоцилиндра поршень со штоком и тягой 2 перемещается вправо. При этом тяга 2, нажимая на рожковую мембрану 3, прогибает ее, кулачки (рожки) 4 расходятся, и деталь 5 разжимается (рис. VI.20, б). Во время подачи сжатого воздуха в правую полость пневмоцилиндра его поршень со штоком и тягой 2 перемещается влево и отходит от мембраны 3. Мембрана под действием внутренних упругих сил выпрямляется, кулачки 4 мембраны сходятся и зажимают по цилиндрической поверхности деталь 5 (рис. VI.20, а). Основные данные для расчета патрона (рис. VI.20, а) с рожковой мембраной: момент резания Мрез, стремящийся повернуть обрабатываемую деталь 5 в кулачках 4 патрона; диаметр d = 2b базовой наружной поверхности обрабатываемой детали; расстояние / от середины мембраны 3 до середины кулачков 4. На рис. VI.20, в дана расчетная схема нагруженной мембраны. Круглая, жестко закрепленная по наружной поверхности мембрана нагружена равномерно распределенным изгибающим моментом Ма, приложенным по концентрической окружности мембраны радиуса b базовой поверхности обрабатываемой детали. Данная схема является результатом наложения двух схем, показанных на рис. VI.20, г, д, причем М„ = М,+Мз. На рис. VI.20, в принято: а - радиус наружной поверхности мембраны, см (выбирают по конструктивным условиям); /г = 0,1-4--ЬО,07 -толщина мембраны, см; Л1и -момент, изгибающий мембрану, Н-м (кгс-мм); ф - угол разжима кулачков 4 мембраны, требуемый для установки и зажима обрабатываемой детали с наименьшим предельным размером, град. На рис. VI.20, е показан максимальный угол разжима кулачков мембраны: где ф1-дополнительный угол разжима кулачка, учитывающий допуск б на неточность изготовления установочной поверхности детали; ф2 -угол разжима кулачков, учитывающий диаметральный зазор Д, необходимый для возможности установки деталей в патрон. Из рис. VI.20, е видно, что угол ср (р + 8/2/+ Д; 2/ ср + (1/2/) (8-f Д), где б -допуск на неточность изготовления детали на смежной предшествующей онерации; А = 0,0(1)8 Ь + 0,02 мм. Число кулачков п мембранного патрона принимают в зависимости от формы и размеров обрабатываемой детали. Коэффициент трения между установочной поверхностью детали и кзлачков f = 0,15-0,18. Коэффициент запаса /(=1,4-1,6. Допуск б на размер установочной поверхности детали задается чертежом. Модуль упругости £=0,2-106 МПа (2,1.10 кгс/см). Имея необходимые данные, рассчитывают мембранный патрон. 1. Радиальная сила на одном кулачке мембранного патрона для передачи крутящего момента Мрез W = KM,,Jnfb). Силы W вызывают момент, изгибающий мембрану (см. рис. VI.20, б). 2. При большом количестве кулачков патрона момент М„ можно считать равномерно действующим по окружности мембраны радиуса b и вызывающим ее изгиб: M,,= Wnii2nb). 3. Радиусом а наружной поверхности мембраны (из конструктивных соображений) задаются. 4. Отношение т радиуса а мембраны к радиусу b установочной поверхности детали: alb = m. 5. Моменты Ml и Мз в долях от Мц (Ми = 1) находят в зависимости от т - а/Ь по следующим данным: от = а ; ... 1,25 1,5 1,75 2,0 2,25 2,5 2,75 3,0 Л/i...... 0,785 0,615 0,56 0,5 1 0,48 0,455 0,44 0,42 Л1з...... 0,215 0,355 0,44 0,49 0,52 0,545 0,56 0,58 6. Угол (рад) разжима кулачков при закреплении детали с наименьшим предельным размером cp = .M3&,Z?(l-f [х). 7. Цилиндрическая жесткость мембраны [Н/м (кгс/см)] 5=£ЛЗ/[ 12 (1-1.2)], где £ = 0,2-10* МПа - модуль упругости (£=2,1-10 кгс/см); 8. Угол наибольшего разжима кулачков (рад) , <f-jf + 8;21 + Д/2/ср-f (1/2/) (8-\-Д). 9. Сила на штоке механизированного привода патрона, необходимая для прогиба мембраны и разведения кулачков при разжиме детали, на максимальный угол ф: Q= -4я£ср7[*1п(6/а)]=4.£ср7[2,3 Igia/b)]. § Vi.10. Патроны для закрепления цилиндрических и конических зубчатых колес при шлифовании отверстий Шлифование центрального отверстия в зубчатом колесе производится после закалки профиля зубьев.-Эта операция обычрю является последней и обеспечивает концентричность оси начальной окружности колеса с осью центрального отверстия. Центрирование и закрепление зубчатого колеса в патронах при шлифовании центрального отверстия производятся по боковым профилям зубьев. Для этого во впадины косозубого цилиндрического колеса устанавливают ролики, во впадины косозубого цилиндрического колеса - шарики или витые упругие ролики, во впадины конического колеса - шарики. Патроны для центрирования и закрепления зубчатых колес при шлифовании отверстия подразделяют на четыре группы: 1) для од-6-2684 161 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 [ 25 ] 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |