

|
|

|
Промышленный лизинг
Методички
§ VII.2. Кондукторы Приспособления, служащие для установки деталей, обрабатываемых на сверлильных станках, и имеющие кондукторные втулки для направления режущего инструмента, называют кондукторами. Иногда при обработке отверстий, расположенных на различных поверхностях деталей, требуется изменять ее положение на станке относительно режущего инструмента. Для этого применяют кондукторы различных видов: накладные, стационарные, передвижные, новоротные. Накладные кондукторы. Такие кондукторы устанавливают не-носредственно на обрабатываемую деталь и после обработки отверстий снимают с детали. 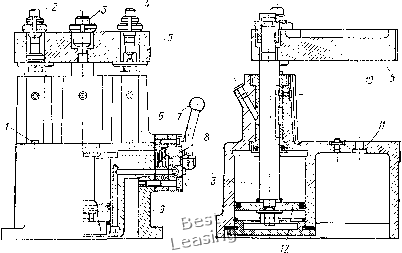 Рис. VII.2. Нормализованный скальчатый кондуктор консольного типа со встроенным пневмоприводом Скальчатые кондукторы. Скальчатые кондукторы консольного или портального типа имеют большое применение для обработки различных деталей на сверлильных станках. Скальчатый кондуктор состоит из постоянных нормализованных и сменных узлов (наладок) и деталей. Постоянными узлами и деталями скальчатого кондуктора являются корпус, две или три скалки, установленные в корпусе для закрепления постоянной кондукторной плиты, и механизм для перемещения скалок с постоянной кондукторной плитой вниз при зажиме и вверх при разжиме обрабатываемой детали. К сменным узлам и деталям скальчатого кондуктора относятся сменные наладки для установки обрабатываемых деталей и сменные кондукторные нлиты, в которых смонтированы кондукторные втулки. Сменные наладки устанавливают, фиксируют и закрепляют на столе корпуса кондуктора, а сменную кондукторную плиту- на нижней плоскости постоянной кондукторной плиты. Различные типоразмеры скальчатых кондукторов применяют для обработки отверстий в различных по форме и габаритным размерам деталях. В зависимости от вида механизма для подъема и опускания направляющих скалок с кондукторной плитой скальчатые кондукторы подразделяют на следующие типы: 1) с реечным механизмом и приставным роликовым или эксцентриковым замком; 2) с реечным механизмом и торсионно-роликовым замком; 3) с ре-ечно-конусным (клиновым) механизмом; 4) с реечно-пружинным механизмом; 5) с пружинно-кривошинным или нружинно-кулачко-вым механизмом; 6) с пневматическим приводом. Наибольшее практическое применение на заводах получили кондукторы с реечно-конусным механизмом и пневматическим приводом. На рис. Vn.2 показан нормализованный скальчатый кондуктор консольного типа со встроенным пневматическим приводом. Основные размеры консольных скальчатых кондукторов с пневматическим зажимом даны в ГОСТ 16889-7Г Кондуктор слулсит для обработки отверстий в деталях средних размеров. Нижняя часть корпуса 9 кондуктора является пневмоцилиндром, в котором перемещается поршень 12 со штоком 3. Постоянная кондукторная плита 5 установлена на направляющих скалках 2, 4 и на штоке 3. На нижней плоскости 10 кондукторной плиты 5 устанавливается и закрепляется сменная кондукторная плита с кондукторными втулками. Сменная наладка для установки и закрепления обрабатываемых деталей (ГОСТ 16896-71) помещается на плоскости 11 стола корпуса приспособления. На столе имеется два фиксирующих пальца 1 н 6 и четыре отверстия диаметром 13 мм, которые служат для фиксации и закрепления сменных наладок. При ноступлении сжатого воздуха в верхнюю полость пневмоцилиндра 9 поршень 12 со штоком 3 перемещается вниз. В этом случае шток 3 с направляющими скалками 2 и 4 постоянной кондукторной плитой 5 и прикрепленной к ее нижней плоскости 10 сменной плитой, опускаясь, зажмут обрабатываемую деталь, установленную в сменной наладке на столе 11. Во время подачи сжатого воздуха в нижнюю полость пневмоцилиндра 9 поршень 12 сЬ штоком 3, скалками 2 н 4, перемещаясь вверх, поднимает кондукторную плиту 5, постоянную и прикрепленную к ней сменную, и обрабатываемая деталь разжимается. При повороте рукоятки 7 распределительного крана 8 в соответствующую сторону, сжатый воздух поочередно подается в верхнюю или нижнюю полость пневмоцилиндра 9. На рис. VII.3 показана схема установки и закрепления сменной кондукторной плиты и сменной наладки в скальчатом кондукторе консольного типа с пневматическим приводом. На плоскости корпуса и установочных пальцах 1 помещена сменная наладка (подставка 8), в нее круглым концом устанавливают обрабатываемую деталь, в прямоугольном фланце которой требуется просверлить четыре отверстия 9. На нижней плоскости постоянной кондукторной плиты 6 с прямоугольной выемкой установлена на пальцах 7 сменная кондукторная плита 4 с четырьмя кондукторными втулками 5. к сменной кондукторной плите 4 винтами прикреплены призмы 3, которые при опускании кондукторных плит 4 w 6 производят ори- ептацню и зажим обрабатываемой скальчатого кондуктора. детали 2 в сменной наладке § VII.3. Стационарные приспособления Стационарными приспособлениями для сверления отверстий в различных деталях называют такие приспособления, в которых нет поворотных частей для перемещения обрабатываемой детали в различное положение относительно режущего инструмента. Стационарные приспособления разделяют на специальные и универсальные. Специальные стационарные приспособления применяют для обработки отверстий в деталях одного или нескольких типов, схожих по форме и размерам, в крупносерийном и массовом производствах. Универсальные стационарные приспособления применяют при групповой обработке деталей, закрепленных за определенным станком, в серийном и мелкосерийном производствах. Число различных типоразмеров деталей, обрабатываемых в универсальных стационарных приспособлениях, можно значительно увеличить примененпем сменных наладок. Широкое применение таких приспособлений, их механизация и автоматизация значительно повышают производительность труда и сокращают время и средства на подготовку производства к запуску новой машины. На рис. УП.4 показано стационарное приспособление - универсальный трехкулачковый самоцентрирующнй пневматический патрон, применяемый при сверлении и зенкерова-нии центрального отверстия в деталях с цилиндрической наружной поверхностью диаметром 50-220 мм. На корпус патрона в зоне К можно установить кронштейн с кондукторной втулкой для направления сверла или зенкера. Обрабатываемые детали в зависимости от их формы и размеров устанавливают па сменную втулку 2 или на три планки 1. Центри- 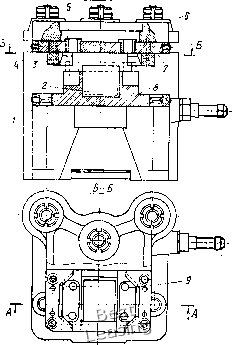 Рис. VII.3. Схема установки и закрепления сменной кондукторной плиты и сменной наладки в скальчатом кондукторе 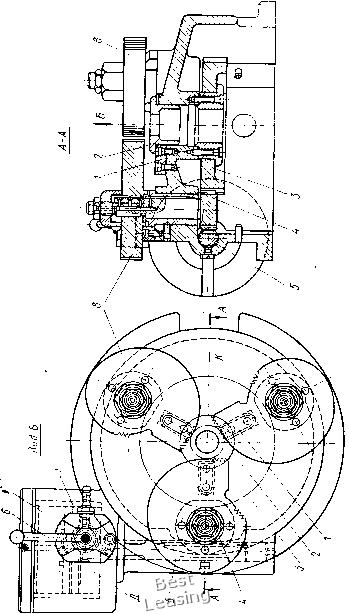 § § о. ь га к 9 >. о. § в" & «а Я а. п S О, 7-2684 рованпе и зажим детали производятся кулачками 8 с насечкой. При поступлении сжатого воздуха в бесштоковую полость Г пневмоцилиндра поршень 7 со штоком-рейкой 5 перемешается к оси патрона. Шток-рейка 5, находясь в зацеплении с одной из шестерен-валиков 4, поворачивает его около вертикальной оси на некоторый угол. При этом шестерня-валик 4, находящаяся в зацеплении с центральным зубчатым колесом 3, повернет через него две других шестерни-валики на такой же угол. На верхних концах шестерен-валиков 4 установлены и жестко закреплены кулачки 8, рабочая поверхность которых имеет форму спирали с насечкой. При одновременном повороте кулачков обрабатываемая деталь центрируется и предварительно зажимается. Окончательный зажим детали кулач-, ками производится автоматически под действием сил резания. Во время поступления сжатого воздуха в штоковую полость Д пневмоцилиндра поршень 3 со штоком-рейкой 5 перемещается от оси патрона, разводит кулачки 8 и деталь разжимается. Последовательная нодача сжатого воздуха в полость Г и Д пневмоцилиндра-производится поворотом рукоятки 6 распределительного крана в соответствующую сторону. Патрон снабжен двумя комплектами кулачков для зажима деталей диаметром 50-160 и 160-220 мм. Так как ход штока-рейки 5 ограничен, то для зажима деталей различных наружных диаметров одним комплектом кулачков производится их переналадка для установки на требуемый размер детали. На рис. Vn.5 показано стационарное универсальное приспособление-пневматические тиски, применяемые для центрирования и зажима цилиндрических деталей, в которых сверлят или зенкеруют отверстия на вертикально-сверлильных станках. С корпусом тисков соединен винтами пневмоцилиндр с крышками 6. Внутри пневмоцилиндра перемещается поршень 7 со штоком 8, который на левом конце имеет два паза. В этих пазах установлены на пальцах 5 длинные плечи Г-образных рычагов 3. При подаче сжатого воздуха в полость А пневмоцилиндра поршень 7 со штоком 8 перемещается вправо. В это время рычаги 3 поворачиваются на осях 4 и короткими плечами перемещают ползуны 2 со сменными губками 1 к центру, и деталь зажимается. 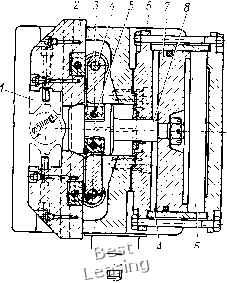 Рис. VII.5. Универсальные тиски с пневмоприводом При нодаче сжатого воздуха в полость Б пневмоцилиндра поршень 7 со штоком 8 перемещается влево, рычаги 3, поворачиваясь, разводят губки 1, и деталь разжимается. § VII.4. Поворотные приспособления для позиционной обработки отверстий в деталях Поворотные приспособления применяют для обработки отверстий, расположенных на разных поверхностях детали или по окружности, а также при обработке отверстий в детали на нескольких позициях стола станка многошниндельными головками с различным режущим инструментом. При последовательной обработке отверстий в деталях, установленных в новоротных приспособлениях, приспособления с деталями периодически поворачиваются около своих осей. Поворотные приспособления применяют с вертикальной, горизонтальной или наклонной осью вращения. Поворотные приспособления с вертикальной осью вращения называют столами, а с горизонтальной осью - стойками. Стойки бывают одно- и двухонорные. Поворотные столы и стойки состоят из корпуса (неподвижная часть) и планшайбы (поворотная часть). На поворотной части стола или стойки крепят сменные наладки с кондукторными втулками и с установочно-зажимны-ми элементами, в которых устанавливают и зажимают обрабаты- ваемые детали. Углы поворота подвижных частей столов и стоек на одно деление отсчитывают по круговой шкале с нониусом или фиксатором. Столы и стойки поворачивают вручную или механизированным приводом. Поворотные столы и стойки применяют в единичном мелкосерийном, серийном и частично в крупносерийном и массовом производствах. Для установки и закрепления на поворотных приспособлениях различных деталей требуется изготовить только сменные наладки в основном из установочно-зажимных элементов. Поворотные столы с вертикальной осью вращения. Накладные новоротные столы устанавливают и закрепляют на рабочем столе вертикально или радиально-сверлильного станка и применяют для обработки отверстий, располол<енных по окружности деталей. На рис. VII.6 приведен универсальный поворотный стол, применяемый для последовательного сверления отверстий, расположенных по окружности деталей. Стол состоит из корпуса 6 (неподвижная часть) и планшайбы 5 (поворотная часть). На планшайбе 5 закреплено кольцо 9, в котором по окружности диаметром 256 мм расположены 23 отверстия, а по окружности диаметром 286 мм - 30 отверстий. Точная индексация поворота планшайбы на определенный угол производится одним из реечных фиксаторов 8, входящих последовательно в отверстия соответствующего ряда в кольце 9, под действием пружин, расположенных в двух втулках 11, за- прессованных в корпус 6. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 [ 28 ] 29 30 31 32 33 34 35 36 37 38 39 |