

|
|

|
Промышленный лизинг
Методички
так как при этом на отверстия переносятся все неточности работы шпинделя сверлильного станка. Следовательно, для получения отверстий 2-2а-3-го классов точности развертки следует закреплять в самоустанавливагощихся патронах. Эти патроны бывают двух типов: качающиеся и плавающие. После закрепления в качающемся патроне развертка может при обработке отверстия поворачиваться на небольшой угол относительно вертикальной оси патрона, а в плавающем патроне-перемещаться на небольшую величину параллельно вертикальной оси, поэтому обеспечивается совпадение осей развертки и отверстия детали. В патронах обоих типов между отдельными деталями имеются конструктивные зазоры, которые позволяют развертке при обработке отверстия перемещаться параллельно своей вертикальной оси и поворачиваться на небольшой угол относительно этой оси. Вследствие этого между двумя типами самоустанавливающихся патронов нет большого различия. Для крепления разверток следует применять плавающие патроны, по конструкции схожие с конструкцией плавающих патронов для крепления метчиков. В табл. vn.l даны формулы для определения сил зажима деталей, обрабатываемых на сверлильных станках при различных схемах зажима. г л ж в А VIII ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ Приспособления для фрезерных станков по виду подачи стола разделяют на приспособления к станкам с прямолинейной, круговой и сложной копирной подачей. По степени совмещения вспомогательного времени с основным эти приспособления подразделяют на две группы: 1) приспособления, в которых при обработке деталей вспомогательное время совмещается с основным; 2) приспособления, у которых при обработке деталей это время не совмещается. Приспособления для фрезерных станков бывают универсальными, универсально-сборными, универсально-наладочными, групповыми и специальными. По данным ЭНИМСа, основное время, затрачиваемое при обработке деталей на фрезерных станках, в различных типах производства составляет 50-80% штучного времени. Большие резервы для повышения производительности труда при обработке деталей на фрезерных станках выявляют при замене старых конструкций приспособлений с ручным зажимом новыми приспособлениями с механизированным приводом для зажима и разжима обрабатываемых деталей. § VIII. 1. Машинные тиски Машинные тиски являются универсальным приспособлением, их применяют для обработки различных по форме и размерам деталей. Тиски имеют постоянные детали (корпус, салазки, механизм зажима) и сменные губки, которые используют при обработке раз- личных типоразмеров деталей. Тиски бывают с одной или двумя подвижными губками, с плавающими губками. В тисках применяют зажимы: ручные, винтовые, эксцентриковые, механизированные, пневматические, гидравлические, пневмогидравлические. В зависимости от направления силы зажима, действующей на подвижную губку, тиски бывают с тянущей или толкающей силой зажима. Тиски изготовляют неповоротными, поворотными в одной плоскости, поворотными в двух взаимно перпендикулярных плоскостях. По ГОСТ 14904-69 станочные тиски изготовляют трех типов: А - с ручным приводом, Б - с гидроприводом, В - с пневмоприводом. Конструкции станочных тисков должны быть жесткими, быстродействующими и удобными в работе. На рис. VIII.1 показаны универсальные само-центрнрующне тиски с двумя постоянными подвижными губками / и сменными губками 2 и 5*. При вращении винта 4 с правой резьбой на одном конце и левой на другом, губки / тисков сдвигаются (при зажиме обрабатываемой детали) или раздвигаются (при разжиме ее). На рис. VIII.1 показаны наибольший и наи- 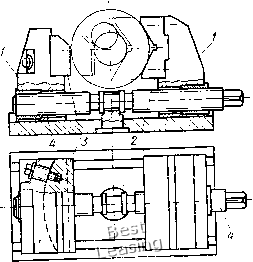 Рис. VIII.1. Универсальные переналаживаемые тнски меньший диаметры обрабатываемых деталей. В тисках левая призматическая губка для уменьшения перемещения губок при установке и снятии деталей заменена плоской со скосом. На рис. VIII.2 показаны универсальные поворотные тиски с встроенным поршневым пневмоприводом двустороннего действия. В отверстии неподвижного основания 8 тисков встроен пневмоцилиндр и, с которым винтами соединен полый поворотный корпус 12. К корпусу прикреплен распределительный кран 6 с рукояткой 7 для переключения золотника при поочередном впуске сжатого воздуха в верхнюю или нижнюю полость пневмоцилиндра и выпуска воздуха в атмосферу. На верхней части поворотного корпуса 12 тисков закреплена стальная плита 5. В плите и подвижной губке / имеются Т-образные пазы под головки болтов для крепления к тискам специальных сменных наладок. На верхней части плиты 5 закреплена регулируемая губка 8, которую в зави- Конструкция Е. К. Сорокина. симости от размеров обрабатываемых деталей можно перемещать винтом 4 или переставлять в пазах плиты 5. г При обработке крупногабаритных деталей губку 3 снимают Во время зажима обрабатываемой детали в сменной наладке тисков 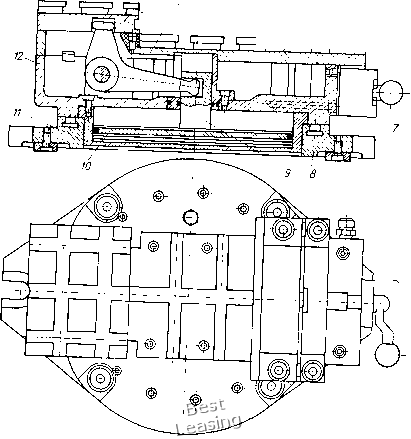 Рис. VIII.2. Универсальные поворотные тиски со встроенным поршневым пневмоприводом сжатый воздух поступает в верхнюю полость пневмоцилиндра U и перемещает порщень 10 со щтоком 9 вниз. При этом длинное плечо рычага 2, находящееся в пазу щтока 9, опускается, а короткое плечо перемещает подвижную губку вправо, и деталь зажимается губками / и 5. Во время поворота рукоятки 7 золотник крана 6 пропускает сжатый воздух в нижнюю полость пневмоцилиндра . Сжатый воздух, нажимая на порщень 10, перемещает его со што-206 те оо to КОМ 9 вверх. При этом длинное плечо рычага 2 поднимается вверх, а короткое плечо отводит губку / влево и деталь разжимается. Сила зажима детали в тисках такой конструкции 39 200 Н при давлении сжатого воздуха в пневмоцилиндре 0,39 МПа. Верхняя часть тисков поворачивается на основании S в горизонтальной плоскости на 360°. Рассмотренные конструкции переналаживаемых тисков с механизированным приводом применяют в серийном и мелкосерийном производствах для зажима деталей, обрабатываемых на фрезерных станках. § vm.2. Универсальные многоместные приспособления и делительные переналаживаемые столы Универсальные многоместные приспособления. Применение сменных наладок в универсальных приспособлениях позволяет обрабатывать детали различных типоразмеров на фрезерных станках в мелкосерийном и серийном типах производства. Эти приспособления подразделяют на одно- и многоместные. На рис. Vni.3, а, б показаны соответственно универсальное многоместное приспособление с встроенным пневмоприводом и сменной наладкой (кассетой) к нему. На плите 13 смонтирован пневмоцилиндр 12 с порщнем , установленным на штоке 10. В стойку (разрез Б~Б) запрессована ось 9, на которой установлен поворотный рычаг 8. Нижнее плечо этого рычага входит в паз штока 10, а верхнее плечо осью 7 связано с пальцем 6, перемещающимся во втулке 5. Сменная наладка 3 имеет скалки 19, на которых закреплены неподвижные губки 1 и 20 и перемещающиеся по скалкам сменные губки 18. При установке в приспособлении сменной наладки неподвижные губки 1 и 20 опираются на штыри, а губка / еще ориентируется по прямоугольному выступу планки приспособления. Зажим наладки в приспособлении производится двумя прихватами 15, прижимающими ее к клиновидной направляющей 14. Сжатый воздух из сети подается в распределительный кран 16, после поворота его рукоятки 17 поступает в верхнюю полость пневмоцилиндра 12 и перемещает поршень со штоком 10 вниз. Нижнее плечо рычага 8 штоком 10 опускается, а верхнее его плечо через палец 6 перемещает подвижные губки 18 по скалкам 19 до упора в губку ). При этом обрабатываемые детали 2, установленные между губками 18, зажимаются. После обработки деталей рукоятки 17 распределительного крана 16 поворачивается в другую сторону, сжатый воздух подается в нижнюю полость пневмоцилиндра 12 и перемещает поршень со штоком 10 вверх. При этом шток поворачивает рычаг 8 на оси, верхнее его плечо отводит палец 6 вправо и обрабатываемые детали 2, установленные в подвижных губках 18, разжимаются и снимаются. Для правильной установки деталей по высоте применяется подвижный упор 4. 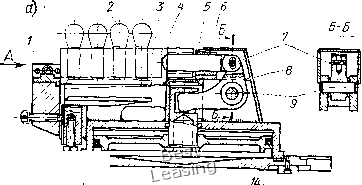 Вид A 15 15 12 i1 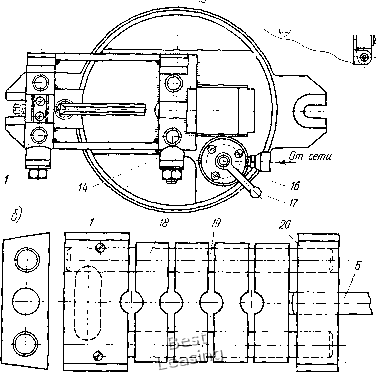 Рис. VIII.3. Универсальное многоместное приспособление со встроенным пневмоцилиндром (о) и сменной наладкой (б) 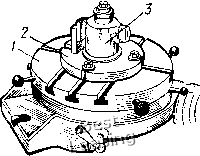 Универсальные делительные переналаживаемые столы. Универ-1ьные делительные столы применяют для позиционной обработ-одной или нескольких деталей комплектом фрез на фрезерных •. : нках. Обрабатываемые детали устанавливают и закрепляют в с- шных наладках, которые размещают на верхней поворотной час-f. стола. В основном делительные столы имеют ручной привод, но имеют-делительные столы с механизированным приводом для поворо-фиксацин, закрепления подвижной части стола и для зажима и шима обрабатываемых деталей. На рис. Vni.4 показан общий вид универсального де-гельного стола. Обрабатываемую деталь 3 устанавливают и :репляют на верхнем поворот-и. столе 1 или в специальных шных наладках 2, расположен->с на поворотном столе. На по-)отном столе / устанавливают али, требующие в процессе их )аботки поворота стола. Стол окружности может быть раз-1ен на 2, 3, 4, 6, 8 или 12 рав-х частей. На рнс. VIII.5 показан универ-[ьный делительный стол в раз-.е. На неподвижном корпусе Ла установлена поворотная )ра 2, жестко связанная с верх-м поворотным столом 4. Вну- I поворотного стола и его опоры 2 имеются выемки, образующие ;вмокамеру. Диафрагма 7 пневмокамеры зажата по наружным эскостям между поворотным столом 4 и опорой 2; внутренние эскостй диафрагмы жестко закреплены между двумя стальными сками 6, установленными на штоке 5. Поворачивая рукоятку распределительного крана 12 в соответ-зующую сторону, производят поочередную подачу сжатого возду- в верхнюю или нижнюю полость пневмокамеры. При этом диа-•агма 7 прогибается вниз или вверх и перемещает в соответству-цих направлениях шток 5, который через промежуточные звенья ;менных наладках передвигает зажимные устройства к оси стола и зажиме детали и от оси при разжиме ее. Когда сжатый воздух пускается из любой полости пневмокамеры через распредели-пьный кран в атмосферу, то диафрагма 7 под действием упругих т выпрямляется и возвращает шток 5 в исходное положение. Обы повернуть стол на нужный угол, перемещают рукоятку /5 жсатора в соответствующую сторону. При повороте рукоятки по совой стрелке фиксатор 15 под действием пружины входит в рас-ложенную в делительном кольце втулку 16 и фиксирует поворот ола 4. Одновременно с вводом фиксатора 15 во втулку или выводи его из втулки поворотом рукоятки 13 стягивают или освобож- Рис, VIII.4. Общий вид универсального стола 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 [ 33 ] 34 35 36 37 38 39 |