

|
|

|
Промышленный лизинг
Методички
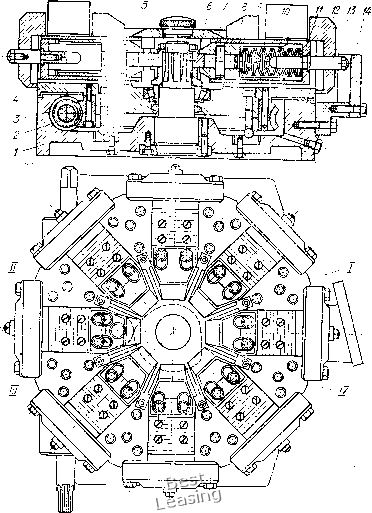 Рис. VIII.8. Универсальное многоместное приспособление с копиром для непрерывного фрезерования, установленное на вращающемся столе фрезерного станка жима деталей (90°); / - обработки деталей (135°); /У-разжима деталей (45°). В соответствии с углом поворота этих секторов профилируется кулачок-копир 6. § Viii.5. Специальные фрезерные приспособления Специальные приспособления на фрезерных станках применяют для обработки одинаковых деталей на определенной операции и специальном станке в крупносерийном и массовом типах производства. Эти приспособления классифицируют по числу одновременно обрабатываемых деталей (одноместные, многоместные приспособления) и по форме их установочных поверхностей (плоскость, отверстия и т. д.). Многие конструкции специальных приспособлений изготовляют из стандартных и нормализованных деталей и узлов (ГОСТ 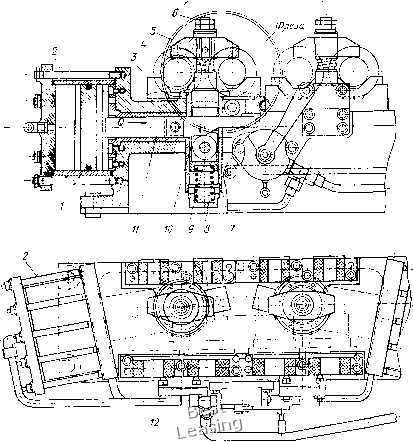 Рис. VIII.9. Четырехместное приспособление с поршневым пневмоприводом для фрезерования торцов валов 12947-67 -гост 12961-67 и МН 3196-62 -МН 3201-62), что значительно сокращает время и уменьшает себестоимость их изготовления по сравнению с изготовлением таких приспособлений из специальных деталей. Специальное четырехместное приспособление для фрезерования торцов ступенчатых валиков (рис. VIII.9) имеет два пневмоцилиндра 2, каждый из которых производит зажим и разжим двух валиков. Валики устанавливаются на призмы 3 и ориентируются в продольном направлении торцовой поверхностью упорами 12. При зажиме двух валиков, установленных в приспособлении слева, сжатый воздух из сети поступает в левую полость пневмоцилиндра 2 и перемещает поршень / со штоком И вправо. При этом шток скосом 10 на конце нажимает на ролик 9 и перемещает его вместе с плунжером 7 вниз. На верхнем конце плунжера 7 болтом 6 с гай» ками закреплен прихват 5, который при опускании плунжера зажимает два валика, установленных в призмах. Одновременно с левым пневмоцилиндром производит зажим двух валиков правый пневмоцилиндр. После обработки торцов валиков сжатый воздух подается в правую полость пневмоцилиндра 2 и перемещает поршень 1 со штоком влево. При этом скос 10 на конце штока перестает нажимать на ролик 9 и пружина 8 перемещает плунжер 7 с роликом 9 и прихватом 5 вверх, валики разжимаются. Пружина 4 удерживает прихват 5 вверху при установке и снятии деталей. Правый пневмоцилиндр работает аналогично левому. § .VIII.6. Приспособления для фасонного фрезерования Фасонные поверхности деталей фрезеруют на универсально-фрезерных или на специальных копировальных станках. Обрабатываемые детали устанавливают и закрепляют в специальном приспособлении с копиром, который обеспечивает требуемое движение стола с деталью относительно фрезы. Подача производится с помощью следящих (электрических, гидравлических, механических) копировальных устройств. В электрических, гидравлических следящих копировальных устройствах копиры работают без нагрузки, а в механических - под значительной нагрузкой от сил резания. Поэтому копиры механических копировальных устройств должны быть износоустойчивыми и жесткими, а копиры следяших систем не требуют особой прочности. При фасонном копировальном фрезеровании продольное перемещение обрабатываемой детали производится вместе со столом фрезерного станка, а поперечное - специальным суппортом, передвигающимся поперек стола станка реечным устройством с подвешенным грузом. Груз прижимает ролик или копирный палец к копиру, сообщающему поперечное движение суппорту. При обработке фасонных поверхностей деталей в копировальных приспособлениях с поступательно-вращательным движением непрерывное вращение круглого стола станка с обрабатываемой деталью производится вручную или механически, а поступательное движение создается салазками стола через копир. При сложении двух движений на обрабатываемой детали получается заданный фасонный профиль. Приспособление для механической копировальной обработки деталей 5 на вертикально-фрезерном станке (рис. VIII.10) имеет 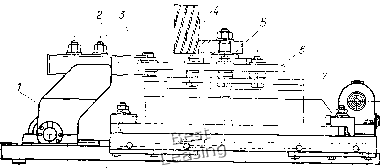 К ппВооотному 8 cworn 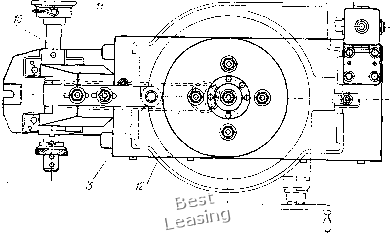 Рис. VIII.10. Приспособление для фрезерования профиля деталей по копиру нормализованный круглый стол 7, который установлен и закреплен на специальной каретке 8, передвигающейся по плите 9 вдоль стола станка. На плите установлен кронштейн /, в котором закреплены державка 2 с роликом 5, на оси /С -шкив И с закрепленными на нем тросом и грузом. Каретка 8 связана с осью 10 тросом 12. Под действием груза шкив И с осью, стремясь повернуться против часовой стрелки, через трос 12 и каретку 8 прижимает во время обработки детали копир 6 к ролику 3. Обрабатываемая деталь 5 установлена на оправке над копиром 6. Фрезерование фасонного профиля детали 5 производится при поступательно-вращательном движении стола 7 с копиром и деталью 1 относительно фрезы 4, Следовательно, фасонный профиль детали на копировально-фрезер-ных станках обрабатывают при продольном перемещении стола и поперечном движении каретки. Профиль копира получают графическим или расчетным способом. Схема графического построения профиля копира для случая одностороннего фрезерования детали дана на рис. Vni.ll. Профиль J детали 2 делят на равные участки, через которые проводят параллельные линии. Из точек 3, лелащих на пересечении этих линий с осью фрезы, проводят ок-рул<ности 4 диаметром, равны.\з диаметру фрезы. Эти окружности должны касаться обработанного профиля 1 детали 2. Затем из то* чек 3 откладывают вправо на параллельных линиях одинаковые отрезки /? = const, равные расстоянию между осяхми фрезы 8 и ко-пирного ролика 10, т. е. определяют путь копирного ролика по профилю копира 9. Из точек 6, лежащих на оси ролика копира, проводят окрул<-ности 5 диаметром, равным диаметру ролика 10. Далее проводят -кривую 7 через точки касания, лежащие на окружностях 5. Кривая 7 является профилем копира. Радиус фрезы должен быть мень» ше минимального радиуса вогнутой поверхности обрабатываемой детали. Для механических копировальных приспособлений радиус профиля: выпуклой поверхности копира вогнутой поверхности копира Rk-Ra фЧ"pi где Rk и Rk -радиусы выпуклой и вогнутой поверхностей профиля копира; /?д и /?д - радиусы выпуклой и вогнутой поверхностей профиля соответствующего участка обрабатываемой детали; Гф -радиус фрезы; Гр - радиус ролика копира. Из формул следует, что если Гф=Гр, то /?к=Рд, т. е. профили копира и обрабатываемой детали одинаковы. 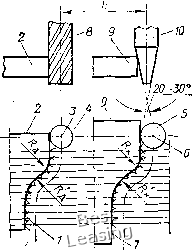 Рис. VIII.11. Схема построения профиля копира для одностороя- него фрезерования детали На рис. vni.l2 дана схема графического построения профиля копира для фрезерования детали, имеющей полузамкнутый нли замкнутый наружный фасонный профиль, когда фреза и копирный палец расположены по одну сторону от оси вращения детали. Профиль 10 обрабатываемой детали 7 делят на равные отрезки. Из центра О вращения детали проводят через концы отрезков профиля радиальные линии. Из точек 4, расположенных на пересечении радиальных линий с осью фрезы, проводят окружности / диаметром, равным диаметру фрезы 6. Эти окружности должны касаться обработанного профиля 10 детали 7. Далее из точек 4 вдоль радиальных линий откладывают отрезки /? = const, равные расстоянию между осями фрезы и конирным роликом 5. Из точек 3, лежащих на оси копирного ролика 5, проводят окружности 2 диаметром, равным диаметру ролика. Затем проводят кривую 9 через точки касания, лежащие на ок- 5 ружности 2. Кривая 9 является профилем копира 8. Для этого случая радиус профиля копира где Р = const -расстояние между осями фрезы и конирным роликом, остальные обозначения прежние. Копир и ролик изготовляют из стали 20, 20Х с термообработкой до твердости HRC 58-62. 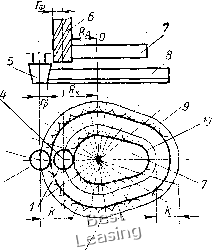 Путь оси ролика копира Щгрь оси фрезы Рис. VIII. 12. Схема построения профили копира для фрезерования наружного профиля детали § Vlil.7. Комплексная автоматизация фрезерных станков При комплексной автоматизации автоматизируются все движения стола станка, а также работа станочного присиособления и загрузочного устройства для подачи деталей в приспособление и удаление обработанных деталей из него. Схема пневмогидравлического устройства для автоматизации цикла обработки деталей на горизонтально-фрезерном станке моделей 680 и 610 (рис. VIII.13, а) включает: / - узел с пневмогид-роаипаратурой для изменения подачи стола; - узел с гидроаппаратурой для изменения величины подачи стола; / - пневмогидравлический цилиндр, в котором левая полость заполняется сжатым воздухом, а правая - хмаслом. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 [ 35 ] 36 37 38 39 |