

|
|

|
Промышленный лизинг
Методички
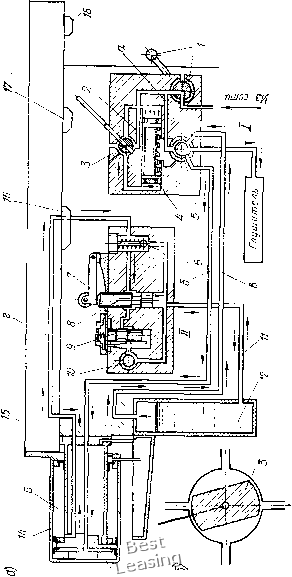 е- 3 н о « о. а" се со я « S о « а к f- га о н S о о а, m о к с <и X при открытии пускового крана / сжатый воздух из сети через распределительный золотник 5 по трубе б поступает в левую полость А пневмогидравлического цилиндра 14 и производит ускоренное перемещение цилиндра влево вместе со столом 15 станка, с которым он жестко скреплен, а поршень 13 и его шток закреплены на неподвижной части станка и не перемещаются. При перемещении цилиндра 14 влево масло, находящееся в правой его полости Б, выдавливается через трубку г, открытый клапан 5 гидравлической коробки и трубку 11 в бачок 12. Этот период цикла соответствует быстрому подводу стола с приспособлением и обрабатываемой деталью к "фрезе. Во время дальнейшего перемещения стола упор 16, закрепленный в его боковом пазу, нажмет на ролик рычага 7, который переместит клапан 5 вниз, и подача масла в трубку 11 прекратится. При этом масло, вытесняемое из правой полости Б цилиндра 74, проходит через редукционный клапан 9, дроссель 10 и по трубке 11 поступает в бачок 12. Дроссель 10 уменьшает количество масла, проходящего в сети в единицу времени, поэтому скорость перемещения стола замедляется и происходит обработка детали. Редукционный клапан 9 обеспечивает постоянное давление перед дросселем 10 для получения постоянной рабочей подачи при изменении сил резания в процессе обработки детали на станке. Упоры 17 и 18, закрепленные на столе станка, поворачивая рукоятку вспомогательного золотника 3, автоматически переключают распределительный золотник 5 и изменяют направление движения стола с деталью в процессе ее обработки. В конце рабочего хода стола упор /5 поворачивает рукоятку вспомогательного золотника 3, ири этом поршень 2 вспомогательного цилиндра, перемещаясь вправо, переключает основной золотник 5, и сжатый воздух из сети по трубопроводу в поступает в верхнюю часть бачка Под давлением сжатого воздуха масло вытесняется из бачка, по трубке И через обратный клапан 6 и трубку г поступает в правую полость Б цилиндра 14 и быстро перемещает цилиндр 14 со столом и обработанной деталью вправо. При этом находящийся в левой полости А цилиндра 14 воздух через трубку б, золотник 5 и глушитель уходит в атмосферу. При иеремещении стола станка вправо в конечном положении уиор 17 повернет рукоятку вспомогательного золотника 3 и цикл движения стола повторится в описанной последовательности. Вспомогательный золотник 3 обеспечивает мгновенное переключение основного распределительного золотника 5. При мертвом положении вспомогательного золотника 3 (рис. VHI.IS, б) воздух из сети поступает в золотник 5 по каналу а и затем по трубке б в цилиндр, поэтому рабочая подача стола станка продолжается. Когда золотник 3 пройдет вертикальное положение, воздух из сети мгновенно переместит поршень 2 вправо и повернет золотник 5, связанный зубчатым колесом 4 с поршнем 2. При этом воздух из цилиндра 14 выходит в атмосферу, воздух из сети - в резервуар 12, а стол 15 быстро перемещается вправо. Затем упор 17 снова переключает золотники 5 и i, и цикл работы станка повторяется. Расчет сил зажима при обработке деталей на фрезерных станках Схема зажима   Гасчетные формулы стола зажима, Н (кгс) aP + bf + г Wq = win W = sm(al2)Yp\ + Pl + Pl W--сила зажима детали, Н (кгс); Ри Рг, Рз - составляющие силы резания, Н (еп) f - коэффициент трения на рабочих поверхностях зажимов (для гладких поверхноотев f=0,25; с крестообразно нарезанными канавками /=0,45); К - коэффициент запаса; а - число прихватов; а угол призмы. Применение пневмогндравлнческих устройств для автоматизации цикла работы станка не требует значительных изменений конструкции, станка. В табл. Vni.l даны форхмулы для определения сил зажима деталей, обрабатываемых на фрезерных станках при различных схемах зажима. г л А в А IX ПРИСПОСОБЛЕНИЯ ДЛЯ ЗУБОРЕЗНЫХ И ПРОТЯЖНЫХ СТАНКОВ Установка и зажим зубчатых колес при нарезании на них зубьев производятся на различных приспособлениях. Способ обработки зубьев определяет вид приспособления к зубообрабатывающим станкам. В зависимости от группы станка эти приспособления делят на типы: зубофрезерные, зубодолбежные, зубострогальные, зу-бошевинговальные, зубошлифовальные и т. д. Конструкция приспособления к зубообрабатывающим станкам зависит также от габаритных размеров зубчатых колес, степени точности их изготовления, формы и размеров базовых поверхностей и от установочных мест стола или шпинделя станка, на которые приспособление устанавливают. В зависимости от формы зубчатого колеса и длины ступицы основной установочной базой хможет быть отверстие или плоская торцовая поверхность ступицы или обода колеса. При нарезании зубчатых колес с невысокой степенью точности, а также при предварительном нарезании зубьев зубчатые колеса устанавливают на жестких оправках (посадка А/С, А/Д) с небольшим зазором. При нарезании зубчатых колес с более высокой степенью точности установка - центрирование производится на оправках без зазора. В случае установки зубчатого колеса на оправку с зазором получается несовпадение осей колеса и стола станка, что создает радиальное биение основной и делительной окружностей колеса, равное двойному эксцентриситету или максимальному зазору между поверхностью отверстия колеса и посадочной поверхностью оправки. Поэтому для точного центрирования применяют оправки, обеспечивающие беззазорную посадку колес на оправку. На точность нарезания зубьев колес большое влияние оказывает правильность установки и центрирования зуборезных приспособлений на станке, ось которых должна совпадать с осью вращения стола станка. Биение оправки для нарезания зубьев колеса должно быть не более 0,005-0,004 мм. В настоящее время на заводах серийного типа применяют оправки к зуборезным станкам с ручным зажимом, а на заводах крупносерийного и массового производств - приспособления к зуборезным станкам с механизированным приводом. Имеются приспособления, в которых автоматизированы все элементы цикла зу-бонарезания: установка, зажим, разжим н съем нарезаемого колеса, § IX.1. Приспособления для зуборезных станков Приспособление с цанговым пневматическим зажимом (рис, IX.1) для фрезерования зубьев цилиндрических зубчатых колес червячной фрезой 7 устанавливают на зубофрезерном столе стаька и закрепляют винтзхми 17. При переключении распределительного крана сжатый воздух через штуцер 13 поступает в верхнюю полость 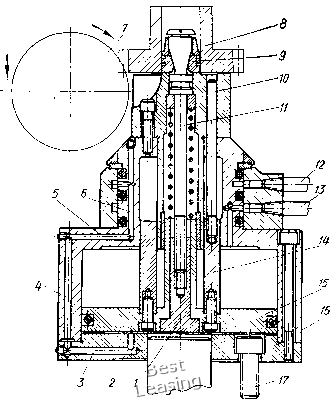 Рис. IX.I. Приспособление с поршневым пневмоприводом для фрезерования зубьев цилиндрического колеса пневмоцилиндра, встроенного в корпусе 16 приспособления, и перемещает поршень 15 со штоком / и тягой вниз. При этом тяга верхним коническим концом разжимает цангу 9, которая зажимает обрабатываемое колесо 8. После нарезания зубьев на колесе распределительный кран переключается, и сжатый воздух через штуцер 12 и воздушные каналы 6, 5, 4, 3, 2 ъ пневмоцилиндре и его крышке поступает в нижнюю полость пневмоцилиндра и перемещает поршень 15 со штоком / и тягой вверх. Верхний конический конец тяги выходит из отверстия цанги 9, которая под действием упругих сил сжимается, и обработанное колесо 8 освобожда- ется от зажима. При движении поршня вверх с ним перемещается втулка 14 и стержнями 10 снимает колесо 8 с цанговой оправки. Далее цикл обработки зубчатого колеса повторяется. На рис. IX.2 показано приспособление для фрезерования зубьев цилиндрических зубчатых колес, установленных пакетом. Обрабатываемые колеса устанавливают в приспособлении и снимают вручную, а зажим и разжим колес производятся пневмоприводом. 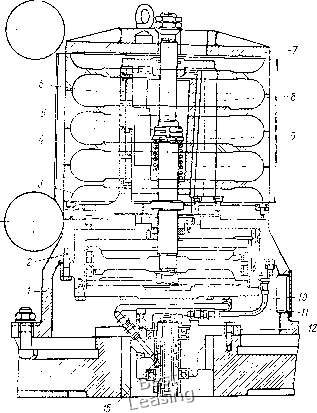 /4 13 Рис. IX.2. Приспособление с поршневым пневмоприводом для фрезерования зубьев у нескольких цилиндрических колес Приспособление размещают на столе зубофрезерного станка и его корпус / крепят болтами. Внутри корпуса встроен пневмоцилиндр с поршнем 2 и крышкой. В приспособлении расположена плавающая втулка 8 с клиньями 9. На корпусе / приспособления установлена и закреплена винтами втулка, на наружной поверхности которой закреплены шесь шпонок 6. Обрабатываемые зубчатые колеса центральным базовым отверстием устанавливают и предварительно центрируют шестью шпонками 6 неподвижной втулки. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 [ 36 ] 37 38 39 |
|||||||||||||||||||||||||||||||||||||||