

|
|

|
Промышленный лизинг
Методички
где /(=1,4-2,6 -коэффициент запаса; Л1рез -момент от силы резания Рг; / - коэффициент трения между поверхностями детали и кулачков (зависит от вида поверхности кулачков); г -радиус обрабатываемой части детали, зажатой кулачками, мм; ri -радиус обработанной части детали, мм. Тогда сила зажима деталей одним кулачком патрона [Н(кгс) где Z - число кулачков патрона. Величину WcyM проверяют на возможность продольного сдвига обрабатываемой детали силой по формуле 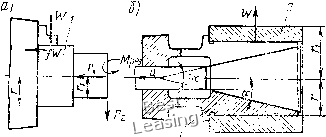 Рнс. 111.2. Различные варианты, взаимодействия сил резания и сил зажима на деталь, установленную в патроне (а) и на цанговой оправке (б) откуда Десятый вариант (рис. III.2, б). Рассмотрим действие си-лы резания Рг на обрабатываемую втулку 2, установленную и зажатую на цанговой оправке / (рис. III.2, б). Сила Рг при обработке втулки 2 создает момент резания Л1рез, которому противодействует момент от силы трения Л1тр между установочной поверхностью цанги и обрабатываемой деталью. Суммарная сила зажима WcyM обрабатываемой детали всеми лепестками цанги откуда Момент от силы трения где / - коэффициент трения между деталью и цангой. Фактические силы зажима детали, создаваемые зажимными механизмами, должны равняться расчетным силам зажима или быть несколько больше их. Величина фактических сил зажима детали зависит от величины исходной силы Q, привода передаточного отношения между фактической силой зажима детали и исходной силой Q для конкретного зажимного устройства приспособления. Зависимость между силами и Q определяется равенством откуда где 1с - передаточное отношение между силами; Q - исходная сила, развиваемая рабочим или механизированным приводом, Н (кгс); ф - фактическая сила залсима обрабатываемой детали, Н. § III.2. Зажимные устройства приспособлений Зажимные устройства приспособлений служат для зажима (закрепления) и разлсима (раскрепления) деталей, обрабатываемых на станках. Эти устройства не должны изменять положение детали в приспособлении при ее закреплении и допускать ее смещение при обработке на станке. Зажимные устройства приспособлений разделяются на простые (элементарные) и комбинированные, т. е. состоящие из нескольких простых. Простые зажимные устройства (зажимы) состоят из одного элементарного зажима; они бывают клиновые, винтовые, эксцентриковые, рычажные и т. д. Комбинированные зажимные устройства состоят из нескольких простых устройств, соединенных вместе. Их изготовляют винто-эксцентрико-рычалсными и др. В зависимости от числа ведомых звеньев зажимные устройства разделяют на одно- и многозвенные. Любое зажимное устройство приспособления включает ведущее звено, на которое действуют исходная сила и несколько ведомых звеньев, кулачков или прихватов, непосредственно зажимающих детали. Многозвенные зажимные устройства зажимают одну деталь одновременно в нескольких местах или несколько деталей одновременно в многоместном приспособлении. В зависимости от источника силы, требуемой для зажима детали, зажимные устройства разделяются на ручные, механизированные и автоматизированные. Ручные зажимные устройства приводит в действие непосредственно рабочий за счет мускульной силы. Механизированные зажимные устройства работают от пневматического, гидравлического или другого привода. Автоматизированные устройства перемещаются от движущихся узлов станка, шпинделя, суппорта или патронов с кулачками, на которые действуют центробелсные силы вращающихся грузов патрона. При этом зажим и разжим детали производятся без участия рабочего. Клиновой зажим. Для надежного закрепления обрабатываемой детали в приспособлении клин должен быть самотормозящийся, т. е. зажимать обрабатываемую деталь после прекращения дейст- ВИЯ на клин исходной силы Р (рис. III.3, а). Клиновые зажимы применяют в качестве промежуточного звена в сложных зажимных системах. Они позволяют увеличивать и изменять направление передаваемой силы. Прн расположении передаваемых сил односкосым клиновым механизмом между силами Р и Q получается зависи.мость, определяемая из силового многоугольника (рис. П1.3, б): cos tp3 sin [g ± (tpi + cp2)] . cos <pi CCS [a ± (<P2 + <рз)] знак «--» относится x закреплению клина, a знак «-» - к откреплению его. 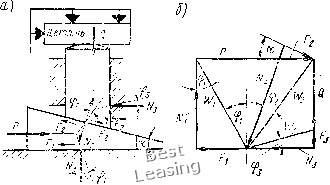 Рис. 111.3. Силы, действующие в односкосом клиновом зажиме (а), и силовой многоугольник (б) Самотормол<:ение клина обеспечивается малыми углами а наклона его поверхности и получается при а<ф1-ф2. На рис. П1.3, б дана схема действия сил в односкосом клиповом механизме (зажиме) . Кроме исходной силы Р на клин действуют нормальные силы N[, N2 и силы трения Fi, F2 по его боковым поверхностям. Если ф1=ф2 = фз=ф, то для односкосового клина при расположении передаваемой силы под прямым углом зависимость между силами Р и Q выражается формулой P=Qtg(a + 2tp). Клиновые зажимы применяют в приспособлениях в сочетаниях с другими элементарными зажимами. Рычажный зажим. Для определения соотношения между исходной силой Q механизированного привода и силой зажима W детали рассмотрим их действие на прямой рычаг (рис. 1П.4, а). Сила Q от механизированного привода действует на левый конец рычага на расстоянии к от оси качания 0. Сила Q поворачивает рычаг на оси около точки О, а правый конец рычага зажимает обрабатываемую деталь с силой W, находящейся на расстоянии / от точки 0. Вследствие различия плеч h и / рычага, а также учитывая потери на трение на его оси при повороте, следует, что величины сил О и W будут различными. Реакцию на оси рычага обозначим через iV. От силы N возникает сила трения Nfo, действующая навстречу вращению рычага. 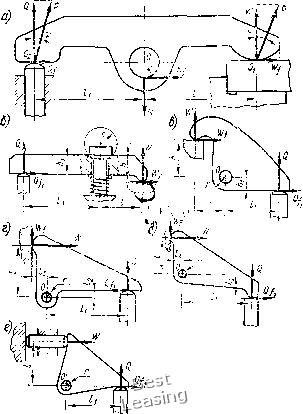 Рис. 1II.4. Схемы действия сил в рычажных прихватах приспособления Для определения силы N напишем уравнение равновесия рычага относительно точки Oi без учета силы трения: но или Для определения соотношения между исходной силой Q механизированного привода и силой зажима W детали найдем уравнение равновесия рычага относительно оси вращения О с учетом трения от силы N на его оси (рис. III.4, а): Mo=Qli-Nfor~WlO, откуда Ql,Wl+Nfon W={QI,-NU)IL Подставив в формулу вместо N ее значение, получим: W=[Ql,~{Q + W)for];i = {Ql,~Qfor-Wfor)ll; Wl = Q/i - QU - WU; Wl + WU=Ql,- QU, откуда W=[Q - Umi + U); Q=[Г (/ + /or)]/(/i - /ог). Передаточное отношение / Q (/i- •)(/1-/qt) Q(.li-fbr)2 " Q il + fur)il + for) Wil + fr)2 * Для рычагов, представленных на рис. П1.4, б, в, с учетом до» полнительных сил трения QfiH Wf в местах действия сил при li>K WQ и /=const сила Q = [Г (/ + Л/ + r/o)]/(/i - - г/о). Для рычагов, показанных на рис. П1.4, г, д, сила на штоке привода (f=const): при lit Q=[Г (/ + /з/ + 0,96r/o)]/(/i - /2/1 - 0,4г/о); при li = l д=[1(/ + /з/+ l,41r/o)]/(/-/2/i). Для рычага (рис. П1.4, е): при /i/ Q={W{l-\- 0,96r/o)]/(/i - 0,4r/o); при lx = l Q=[ir{/+I,41r/o)] i. Винтовой зажим. Винтовые ручные зажимы находят большое применение в станочных приспособлениях вследствие их простоты и надежного закрепления обрабатываемых деталей. Недостатки винтовых зажимов: значительное вспомогательное время, необходимое для зажима и разжима детали, большая затрата рабочим мускульной силы, непостоянство силы зажима и возможность смещения детали от силы трения на торце винта. Винтовые зажимы применяют при ручном закреплении деталей в приспособлениях, а также в приспособлениях механизированного типа и при зажиме деталей в приспособлениях-спутниках, применяемых для деталей, обрабатываемых на автоматических линиях. Закрепление обрабатываемых деталей винтовыми зажимами в приспособлениях производится ключами, ручками, гайками, гайками-головками, установленными на конце винта. Зажимные винты и гайки изготовляют из стали 35 и 45 с твердостью HRC 30-35 и точностью резьбы по 3-му классу. Расчет винтовых зажимов. Сила, необходимая для зажима детали винтовым зажимом, зависит от длины рукоятки и величины приложенной к ней силы, формы зажимного торца винта и вида резьбы. Сила, приложенная на конце рукоятки 2 резьбового 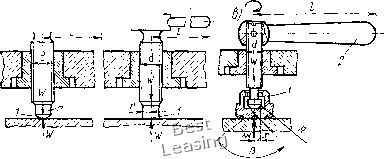 Рис. III.5. Винтовые зажимы и их расчет: а - с рукояткой 2 и сферическим торцом /; б - с рукояткой 2 пласхан торцом /; в - с рукояткой 2 и башмаком / зажима со сферическим торцом / (рис. И1.5, а), Q-[Wr,ptg(a + cp„p)] . Сила зажима Сила зажима W=:Q [reptg(a+cp„p)]. приложенной на рукоя цом (рис. П1.5, а), Q = Q/ = rr,ptg(a+cp„p). пая на конце рукоятки ре; рис. И1.5, б), \г, tg (а + „p)-f 0,67/г] . Момент от силы Q, приложенной на рукоятке резьбового зажи« ма со сферическим торцом (рис. П1.5, а), Сила, приложенная на конце рукоятки резьбового зажима с плоским торцом / (рис. И1.5, б). QllW, tg (а-{- ср„р) + 0,67/г]. лы Q, приложенной на рукоятке )ЦОМ, Mq = QI = W [Гер tg (а+ср„р) + 0,67/г]. Момент от силы Q, приложенной на рукоятке резьбового зажима с плоским торцом. 0 1 2 3 4 [ 5 ] 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |