

|
|

|
Промышленный лизинг
Методички
F Г Предлагаемая схема для ряДа йриМейений имеет следующие преимущества: а) длина трубы может быть большой, вследствие чего эффективная пропитка достигается и при использовании сравнительно тихоходных установок с малым числом оборотов; б) можно пропитывать пористые заготовки с рабочей поверхностью произвольной формы, в частности, цилиндрические втулки малого диаметра, устанавливая их торцами к валу (внешние поверхности ограничиваются стенками гнезда); в) можно пропитывать наружный пористый слой сплошных цилиндрических втулок и других деталей. Благодаря значительному удалению от центра вращения заполнение пор получается равномерным по плотности и хорошим по качеству. Производительность метода центробежной . пропитки может быть очень высокой прииспользовании многогнездового (например, дискового) горизонтального приспособления. При хорошо сбалансированных вращающихся деталях приспособления, одинаковой массе пропитываемых деталей и дозированной подаче суспензии работа такого приспособления должна быть вполне стабильной и безопасной. После операции пропитки необходимы обычные операции сушки для удаления остатков жидкости, спекания для соединения частиц фторопласта в единое целое и, наконец, калибрования для обеспечения точности геометрических размеров готовой детали. Применение методов пропитки, основанных на сепарации суспензии под действием центробежных сил, целесообразно лишь для «чистых» суспензий (не содержащих других компонентов кроме..фторопласта). Сложные суспензии, содержащие кроме фторопласта дисперсную фазу другого твердого вещества с отличающимся удельным весом или плотностью, будут при центробежной пропитке расслаиваться. При производстве сравнительно небольших серий деталей разнообразной формы из индивидуальных заготовок для заполнения пустот пористого металлического слоя на сплошном основании в некоторых случаях целесообразно применение метода последовательного впрессовывания предварительно нанесенного на поверхность слоя пасты фторопласта (с наполнителем или без него), осуществляемого пуансонами из упругого материала * (например, подходящего сорта резины). Форма пуансона должна обеспечивать последовательное возрастание давления и, следовательно, впрессовывание пасты от середины поверхности заполняемого пористого слоя к краям или от одного края к другому. Вследствие последовательного заполнения сообщающихся пор воздух из пустот пористого слоя полностью удаляется. К последовательным способам впрессовывания пасты фторопласта в пористый слой на сплошном основании относится разрабо- * Семенов А. П., Поздняков В. В. Способ заполнения пористого металлического слоя. Авт. свид. № 160298. Бюллетень изобретений, 1964, № 3. 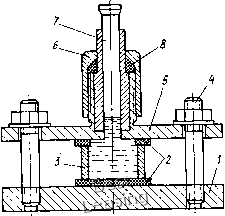
Рис. 28. Приспособление для пропитки фторопластом втулок с внутренней рабочей поверхностью Рис. 29. Приспособление дляцент-робежной пропитки фторопластом пористых деталей любой формы тайный А. С. Кизиляевым, Р. Б. Большаковым, П. А. Коваленко при участии авторов способ протягивания, или дор- нования. Заключается он в последовательном впрессовывании предварительно нанесенного на пористый слой дозированного слоя пасты действуем ступенчатого (чаще всего двухступенчатого) перемещающегося на заданном расстоянии от поверхности инструмента. При пропитке пористого слоя на внутренней поверхности цилиндрической втулки, инструмент имеет вид своеобразной калибрующей (деформированием) протяжки или дорна. Аналогичным образом устроен инструмент - фильера - и для пропитки пористого слоя на наружной поверхности цилиндрических втулок. Все описанные выше методы заполнения пор фторопластом непригодны или в лучшем случае мало пригодны для заполнения фторопластом пор ленточного биметаллического материала (стальная основа с пористым слоем бронзы) на поточной непрерывно действующей линии. Принцип впрессовывания в поры обедненной жидкостью суспензии (пасты) с минимальным количеством жидкости наиболее приемлем. Улавливание воздуха в порах устраняется при использовании схемы вкатывания пасты в поры, изображенной на рис. 30. Паста, предварительно нанесенная на поверхность пористого слоя, последовательно впрессовывается вдоль ленты при прохождении ее между валками, и воздух из пор при этом полностью удаляется через сообщающиеся поры. Для вкатывания с целбю предотвращения выдавливания пасты в Стороны и проскальзывания целесообразно применять валки с шероховатой поверхностью. При гладкой поверхности валков 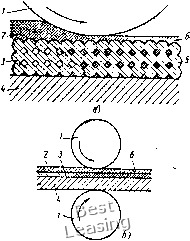 Рис. 30. Схема заполнения пор пастой фторопласта методом «вкатывания»: а-одним валком; б-по схеме прокатки (/ - валкн; 2-паста; 3 - пористый слой; 4 - стальная основа; 5 - пористый слой, пропитанный пастой; 6 - поверхнвстный слой Пасты) лента в результате малого коэффициента трения между валками и пастой может проскальзывать. При этом поверхностный слой пасты сдвигается относительно пористого слоя и при последующем спекании может отслаиваться. Нами применялись валки с опескоструен-ной поверхностью. Метод непрерывного вкатывания валками пасты фторопласта в пористый слой биметаллической ленточной заготовки наиболее удобен при производстве ленточного антифрикционного металлофторопластового материала. Возможен способ введения фторопласта в поры ленточной заготовки, позволяющий избежать применения вкатывания и необходимого для его осуществления прокатного стана или устройства, его имитирующего. Конструкция устройства для пропитки схематично изображена на рис. 31 *. Рабочим элементом устройства является качающийся пуансон 5, один конец которого с помощью оси 4 соединен с подвижной траверсой 3 обычного механического (например, эксцентрикового или кривошипного) или гидравлического пресса. Рабочая поверхность пуансона представляет собой часть цилиндрической поверхности большого радиуса. Ось 4, вокруг которой пуансон может поворачиваться, расположена со стороны входа под пуансон ленты /. С осью на другом конце пуансона связан шток 6 пневмо-или гидроцилиндра с предварительно заданным давлением (можно применять предварительно поджатую цилиндрическую или другого типа пружину). Гидроцилйндр 7 также соединен посредством поворотной оси с траверсой 3. На столе пресса устанавливают направляющее устройство с ограничительными планками (на схеме не изображены), между которыми протягивается пропитываемая лента. Лента 1, представляющая собой стальную основу с пористым слоем антифрикционного материала, с нанесенным на нее дозированным слоем пасты фторопласта 2 (с наполнителем или без негр), 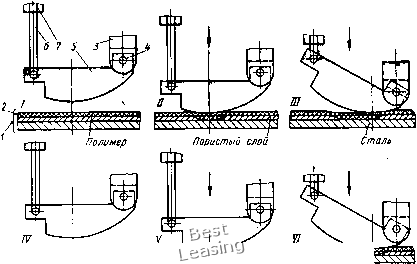 * Семенов А. П. Устройство для пропитки пористых материалов. Авт. свид. № 327967. Бюллетень изобретений, 1972, № 6. Рис. 31. Схема устройства для заполнения пор пастой фторопласта с помощью качающегрся пуансона подается в направляюще? устройство (позиция /). При рабочем ходе траверсы 3 вниз передний конец пуансона 5 входит в соприкосновение со слоем пасты и вдавливает ее в пористый слой до. упора краев пуансона в плоские ограничительные планки направляющего устройства (позиция ). При дальнейшем движении траверсы 3 вниз усилие предварительного противодействия, создаваемого пневмо- или гидроцилиндром 7 (или предварительно поджатой пружиной), преодолевается, и шток 6 начинает двигаться вверх. Пуансон при этом поворачивается относительно оси 4, перекатываясь краями по направляющим нижнего ручья штампа. При этом происходит последовательное впрессовывание предварительно надесенной пасты 2 в пористый слой ленты / в направлении от конца пуансона 5, в первую очередь вступившего в контакт с пастой, к оси 4 поворота, расположенной в правой части пуансона. Воздух из пор при этом беспрепятственно удаляется благодаря последовательности процесса впрессовывания пасты. В крайнем нижнем положении траверсы 3 и пуансона 5 процесс впрессовывания прекращается (позиция /). При после- дующем ходе траверсы 3 вверх пуансон 5 может: 1) удерживаться по отношению к ползуну в положении, соответствующем моменту окончания впрессовывания пасты (при этом пуансон выходит из контакта с лентой в самом начале хода ползуна вверх), и освобождаться лишь в крайнем верхнем положении, занимая исходное положение для второго рабочего хода (позиция IV); 2) или же повторять процедурувпрессовывания (повторного уплотнения " .85 Полимер Пористый слой Стаяр Рис. 32. Схема устройства для заполнения пор пастой фтрропласта с помощью упругого пуансона пасты), перекатываясь в обратном направлении до выхода из контакта с лентой и подъема в исходное положение. В этот момент лента должна продвигаться вперед (влево) на расстояние, слегка меньшее, чем участок, на котором обеспечивается впрессовывание пасты за один рабочий ход пресса (позиция /У). Далее вся процедура повторяется столько раз, сколько это потребуется (позиция V, VI и т. д.). Если необходимо непрерывное движение ленты с постоянной скоростью, то следует предусмотреть возвратно-поступательное движение устройства (или всего пресса). В процессе рабочего хода пресса скорость этого движения должна быть равна скорости движения ленты. Обратный ход может происходить с большей скоростью. Такого же результата можно достигнуть при неподвижном устройстве за счет увеличения частоты рабочих ходов пресса. Подобную схему можно применять для горячего уплотнения фторопласта (при температурах >327° С) в ленте после просушки, а также для калибрования готовой ленты. При необходимости предлагаемое устройство может быть использовано для заполнения пустот в пористом слое индивидуальных деталей как плоских, так и представляющих собой участки цилиндрических поверхностей большого диаметра (вогнутых и выпуклых). Непрерывное производство ленточного антифрикционного металлофторопластового материала можно осуществлять при шаговой пропитке пастой фторопласта (с наполнителем и без него) пористого слоя ленты с помощью упругого пуансона (рис. 32). Предварительно паста наносится на поверхность ленты слоем заданной толщины (позиция /). В качестве упругого пуансона применяют изогнутую по дуге относительно большого радиуса довольно мощную плоскую пружину / (типа рессоры). При движении этой пружины (установленной в верхнем зажиме механиче- ского или гидравлического пресса) вниз выпуклая ее поверхность входит в контакт с пастой 2 и начинает впрессовывать ее в пористый слой 3 (позиция ). Воздух из пористого слоя при этом выдавливается пастой в обе стороны (в продольном направлении). Так продолжается до момента встречи пружины с плоскими ограничителями по обеим сторонам ленты, обеспечивающими получение • на поверхности ленты слоя фторопласта заданной толщины. При дальнейшем движении верхнего ползуна пресса вниз, пружина, упершаяся своей выпуклой частью в ограничительные направляющие планки, распрямляется (уплощается), последовательно впрессовывая пасту в поры в обоих направлениях вдоль ленты на определенном, задаваемом длиной и начальным изгибом пружины, участке. После прохождения ползуном пресса нижней мертвой точки пружина поднимается, и нагрузка снимается (позиция /). Освобожденная лента продвигается на расстояние, несколько меньшее половины «пропитанного» за первый рабочий ход пресса участка (позиция IV), и операция повторяется (позиции Уи VI). При последующих ходах паста впрессовывается лишь в одном направлении - навстречу движению ленты. Принцип последовательного впрессовывания пасты, обеспечивающий полное удаление воздуха из пор и пропитку пористого слоя пастой на всю глубину, при этом сохраняется. Непрерывная пропитка пористого слоя на движущейся ленточной заготовке может быть выполнена последовательным-впрессо-выванием смазанной пасты. При этом биметаллическая лента (сталь-пористый слой антифрикционного сплава) протаскивается по направляющему желобу под питающим цилиндром, установленным от опорной поверхности желоба на расстоянии, равном толщине изготовляемого материала (с учетом поверхностного прирабо-точного слоя фторопласта). Все приспособление размещается на столе гидравлического пресса, позволяющего регулировать в необходимых пределах прикладываемое к пасте через поршень или плунжер давление. Выходному отверстию цилиндра целесообразно в плане придавать форму части кольцевой поверхности, направленной выпуклостью навстречу подходящей под цилиндр полосе (можно его выполнить в виде треугольника, вершина которого обращена навстречу движению ленты). К пасте, заключенной в цилиндре, прикладывается постоянное давление, достаточное для продавливания ее через пористый слой (если бы не было сплошного стального основания). При неподвижной ленте полное заполнение пор фторопластом достигаться не может из-за улавливания и сжатия в глубине пор воздуха. Однако при принудительном движении ленты в процессе ее прохождения под питающим отверстием цилиндра происходит последовательное впрессовывание пасты до стального основания ленты, вследствие чего весь воздух из пористого слоя удаляется навстречу движению ленты и при правильно выбранном давлении полностью замещается впрессовываемой пастой. Принудительное движение ленты, в ре- 0 1 2 3 4 5 6 7 8 9 10 11 12 [ 13 ] 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
||||||||||||||||||||||||||||||||