

|
|

|
Промышленный лизинг
Методички
при температуре 370° С, длительность спекания (время прохождения ленты через печь) 6-8 мин. Установленные на выходе из печи подогреваемые валки калибруют ленту. При этом полимер уплотняется и дополнительно спекается под давлением. После прохождения валков 7 окончательного калибрования, осуществляемого в холодном состоянии, готовая лента подается на механизм намотки 8. Готовую металлофторо-пластовую ленту тщательно контролируют по следующим параметрам: микроструктуре, размерам, глубине вытяжки и двустороннему изгибу образцов на 90° в губках тисков с различными радиусами закругления. По микроструктуре ленты на поперечных шлифах не менее пяти образцов контролируют: качество напекания бронзового пористого слоя, пористость, равномерность толщины фторопластового поверхностного слоя и бронзового подслоя, заполнение пор фторопластом, равномерность распределения наполнителя (MoSa) во фторопласте. Все шлифы сравнивают с эталонными образцами. Ленту, в которой обнаружены недостаточное спекание частиц бронзы между собой или значительные участки оплавления с недопустимым уменьшением пористости, некачественное заполнение пор фторопластом с MoS 2, а также другие дефекты бракуют, а ленту, удовлетворяющую всем поставленным требованиям, направляют •в цех для изготовления из нее подшипников. Оборудование, применяемое для изготовления ленточных металлополимерных материалов за рубежом. При производстве металлопластмассовых материалов «DU» [88] и «DX» [94, 95] покрытие стальной ленты медью и напекание на нее пористого слоя бронзы осуществляется английской фирмой «Гласир» на тех же линиях, на которых изготовляется металлокерамическим способом биметалл сталь-свинцовая (и других составов) бронза [76, 98]. Одна из линий предназначена для меднения стальной малоуглеродистой ленты. Тонкая лента (в бунтах длиной до 200 м) покрывается медью на специальных поточных линиях, в процессе прохождения которых лента обезжиривается, протравливается, покрывается медью, промывается, сушится и сворачивается опять в бунты. Покрытие производится в два этапа - сначала под струей цианистого электролита, который образует начальную прочную пленку, затем после промывки медь осаждают в обычном сернокислом электролите. Снаружи бунты после операции меднения оборачиваются бумагой для предотвращения загрязнения поверхностей. Бунты ленты устанавливают в специальные узкие катушки с наружным диаметром порядка 2 м, с помощью которых лента легко транспортируется без специальных подъемных устройств и устанавливается в задающие устройства линий для электролитического покрытия и спекания. Операции напекания пористого слоя бронзы производятся на специальных поточных линиях, основным звеном которых является печь для спекания порошка на стальной основе. Фирма «Гласир» имела две полуавтоматические линии, каждая из которых состоит из четырех каналов с отдельными конвейерными лентами. Необходимость снабжения установок конвейерными лентами была вызвана тем, что длина печи велика, температура спекания высокая и, как следствие этого, механическая прочность стальной ленты, на которую наносится свинцовая бронза, при этих условиях недостаточна для протягивания через печь. Конвейерные непрерывные ленты (концы сварены) из жаропрочного сплава (нихрома) протягиваются через индивидуальные каналы печи и возвращаются в обратном направлении под печью (вертикально-замкнутый конвейер). Скорость движения ленты на поточных линиях напекания (применяемых главным образом для изготовления биметалла сталь - свинцовая бронза) составляет 0,3- 1 м/мин. Весь процесс нанесения слоя бронзы на стальную основу, выполняемый на непрерывно действующих установках, сводится вкратце к следующему. Бунт стальной ленты, одна сторона которой предварительно покрыта слоем меди, помещают на вал барабана. К концу ленты приваривают «задающую» стальную полосу, обеспечивающую продвижение ее до находящегося в конце линии устройства, осуществляющего движение полосы с заданной скоростью. При изготовлении биметалла в виде отдельных полос, что применяется для материала больших толщин, который невозможно свернуть в бунт, последние лежат на движущейся конвейерной ленте свободно. Лента в самом начале линии проходит через ряд выпрямляющих ее правильных валков и поступает затем по рольгангу в устройство, в котором на нее наносится порошок бронзы. Далее лента попадет на конвейерную ленту и движется уже совместйо с последней. После прохождения печи, в которой порошок бронзы спекается, и охлаждающей камеры лента попадает в подающий механизм, который представляет собой простые валки с регулируемой ско-стью вращения, тянущие (без обжатия) изготавливаемую ленту совместно с конвейерной. Каждая из четырех линий установки имеет индивидуальный привод, что позволяет протягивать ленты через печь с разной скоростью. После подающего механизма лента, минуя приспособление для разрезки, наматывается на приемный барабан. Фирма «Гласир» при изготовлении металлофторопластового материала «DU», по-видимому, пропитывает пористый слой смесью политетрафторэтилена со свинцом, спекает политетрафторэтилен и калибрует ленту на описанной в патентной литературе * конвейерной установке (рис. 37). Стальная лента / с предварительно напеченным на нее слоем пористой бронзы перемещается под бункером 2, из которого на нее подается густая паста 3 (-80% сухого Patents of England № 756950.  в 10 Рис. 37. Схема поточной линии заполнения пор бронзового слоя фторопластом со свинцом остатка), состоящая из смеси политетрафторэтилена со свинцом. Затем лента проходит между разравнивающими пасту валками 4, излишек которой очищается скребком 5. Оставшийся на ленте слой 6 пасты вдавливается в пористый слой при прохождении ленты между двумя парами валков (7, S и Р, 10). Высушенная с помощью нагревателя при температуре 200° С лента пропускается через ванну 12 с расплавленным свинцом (380° С в течение 60 с). Жидкий свинец обеспечивает быстрый прогрев ленты и спекание политетрафторэтилена за короткий промежуток времени. Выходящая из Ьанны лента поступает в валки 13, 14, нагреваемые до 380° С газовыми горелками 15. При этом закрываются пустоты в политетрафторэтилене, а также дополнительно спекаются его частицы. Выходящая из валков лента охлаждается водяным душем 16, вследствие чего достигается «закалка» политетрафторэтилена (уменьшение содержания кристаллической фазы). Охлажденная лента проходит через три пары калибрующих валков (17, 18 19). Все валки установлены с зазором, равным заданной толщине материала, минус 75 мкм. Готовая для производства подшипников скольжения лента наматывается в бунт на приемном барабане. При производстве материала «DX» заполнение пор полимером осуществляется значительно проще-лента из полиацтальной смолы, ведущей себя как подобает типичному термопластичному полимеру, вкатывается при повышенной температуре в пористый слой. Изготовление металлофторопластовых подшипников штамповкой. Климовский машиностроительный завод производит металлофторопластовую ленту различной толщины в соответствии с техническими условиями (ТУ-27-01-01-71). Размеры выпускаемой ленты приведены в табл. 15. Основой материала является лента из стали 08КП или ЮКП (ГОСТ 1050-60*), покрытая с обеих сторон слоем меди марки Ml (ГОСТ 859-66*) или латуни марки Л90 (ГОСТ 15527-70). Стальная омедненная лента поставляется Нытвинским металлургическим заводом по ВТУ 43-419-63. На стальной основе спекается пористый бронзовый слой из сферического бронзового порошка (9-11% Sn) с частицами диаметром 0,063-0,16 мм. Для изготовления пасты, которой пропитывается пористый слой, применяется суспензия фторопласта-4ДВ (ТУ № П-40-59) и Таблица 15 РАЗМЕРЫ ВЫПУСКАЕМОЙ МЕТАЛЛОФТОРОПЛАСТОВОЙ ЛЕНТЫ, мм
Допуск 0,05 мм. Допуск 0,035 мм. дисульфид молибдена (ЦМТУ 06-1-68). Применяется композиция, состоящая из 75% фторопласта и 25% дисульфида молибдена (объемные проценты). Подшипники из металлофторопластовой ленты изготовляют методами точной штамповки. Особенностью этого материала, налагающей серьезные ограничения на возможные методы штамповки, является недопустимость повреждения и обработки резанием антифрикционного слоя. Шлифование и любые операции абразивной доводки Поверхностей применять также нельзя. Поэтому поверхности трения подшипников окончательную форму и размеры должны получать уже в результате операций штамповки. Возможны два пути получения точных изделий из металлофторопластовой ленты. Один путь - штамповка подшипников из ленты, предварительно прошедшей очень точное калибрование по толщине. Другой путь заключается в штамповке подшипников из некалиброванной ленты с последующим калиброванием уже отштампованных деталей. Оба эти пути имеют как достоинства, так и недостатки. В действительности при изготовлении подшипников приходится идти по третьему промежуточному пути. Из металлофторопластовой ленты изготовляют неразъемные, разъемные и открытые подшипники. К неразъемным относятся свертные втулки (наиболее широко применяющиеся), шарнирные сферические подшипники и упорные кольца (шайбы); к разъемным - полувкладыши цилиндрических подшипников и детали разборных шарнирных подшипников. Свертные втулки. Наиболее широко применяются свертные металлофторопластовые втулки с внутренним рабочим слоем. В настоящее время Климовский машиностроительный завод выпускает в соответствии с ТУ-27-01-01-2-71 втулки типоразмеров, приведенных в табл. 16, главным образом для нужд текстильного машиностроения (ткацких станков). Из ленты Климовского машиностроительного завода можно изготовлять свертные втулки других (в том числе значительно больших) диаметров и длин (не указанных в таблице). Таблица 16 ОСНОВНЫЕ РАЗМЕРЫ ВЫПУСКАЕМЫХ ВТУЛОК, мм
Для лредварительного свертывания металлофторопластовых-подшипников (после которого необходима операция калибрования) можно применять любые известные технологические процессы свертывания втулок из ленточного или листового материала. Вырубленную заготовку можно сгибать в цилиндрическую втулку за разное количество операций. На рис. 38 приведена схема технологического процесса изготовления свертных втулок (включая и калибрование), в котором предусмотрена гибка за три операции [39]. Можно получать свертные втулки и за две операции гибки [69]. Несомненный интерес представляет получение свертных втулок в однопозиционном штампе за одну операцию [39]. В этом штампе (рис. 39) отрезается от рулонной ленты заготовка необходимой длины и из нее свертывается втулка. Лента механи-  Рис 38. Схема технологического процесса изготовления свертных втулок: / вырубка раскроя; первая гибка; / - вторая гибка; IV - окончательная гибка; V - калибрование втулки через фильеру; VI- подрезка торцов и фасок; VII запрессовка втулки в корпус 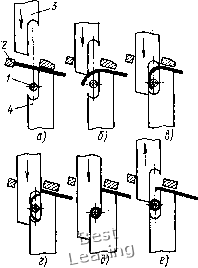 Рис. 39. Схема свертывания втулок в однопозиционном штампе: а - подача леиты до упора; б, в - гибка втулки; г - отрезка; д - свертывание втулки иа оправке; е - раскрытие штампа чески подается до регулируемого упора 2 (положение а). При движении пуансона 3 вниз лента изгибается вокруг скругленной кромки второго пуансона или матрицы 4 и цилиндрической оправки 1 (положение б). Заготовка отрезается, когда пуансон 3 перекрывает углубление матрицы 4 (положение в). Наличие округления на режущей кромке матрицы способствует подгибке концов заготовки, вследствие чего облегчается процесс дальнейшего огибания оправки (свертывания втулки) при движении пуансона вниз (положение г). Процесс свертывания заканчивается, когда Пуансон достигает крайнего нижнего положения (положение д). При последующем движении пуансона вверх штамп раскрывается, готовая втулка сбрасывается с оправки с помощью съемника и начинается подача ленты для следующей втулки (положение е). Такая схема штамповки позволяет создать высокопроизводительный, универсальный, легко переналаживаемый штамп сравнительно простой конструкции. Отношение радиуса изгиба к толщине материала при свертывании втулок по любой технологической схеме не должно быть ниже 5-Т-10. При меньших значениях отношения возможно нарушение целостности фторопластового слоя. Свертывание втулок антифрикционным слоем наружу не допускается из-за образования разрывов в наружном бронзовом слое. Рабочие поверхности штампов, с которыми соприкасается фторопластовый слой, рекомендуется изготовлять шлифованными до V8-VlO. При организации рабочего места и технологического процесса изготовления втулок и других деталей из металлофторо-пластовой ленты следует предусматривать меры по защите рабочего фторопластового слоя материала от механических повреждений. При свертывании втулки в ее поперечном сечении возникают напряжения, характерные для упруго-пластического изгиба. Снятие внешней нагрузки приводит к пружинению, сопровождающе--мус? образованием в стыке значительного зазора, и возникновению нежелательных остаточных напряжений. Тыльная сторона втулки при простом гибе не может получить правильной геометри- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 [ 16 ] 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
||||||||||||||||||||||||||||||||||||||||||