

|
|

|
Промышленный лизинг
Методички
ческой формы. При запрессовке такой втулки в гнездо не будет достигаться хорошее контактирование, что ухудшает условия теплоотвода. Для устранения этих недостатков введена дополнительная операция калибрования, заключающаяся в проталкивании свернутой втулки, надетой на пуансон с заданными размерами, через фильеру диаметром, соответствующим наружному диаметру готовой втулки. Длину заготовки выбирают таким образом, чтобы при входе в фильеру стык закрывался и по всей плоскости раздела возникали напряжения сжатия, превышающие предел текучести компонентов материала (с учетом, конечно, наклепа). Если пластическая деформация сжатия в тангенциальном направлении распространилась по всему периметру втулки (этому могут препятствовать силы трения), то при выходе из фильеры зазор в стыке не должен раскрываться. Некоторое пружинение может иметь место из-за того, что предел текучести во внутренних слоях стальной основы может быть несколько выше, чем.в наружных. Причиной этого является то, что внутренние слои при операциях гибки и последующем калибровании претерпевают пластическую, деформацию сжатия, благодаря чему предел текучести повышается. Наружные же слои при гибке упруго и пластически растягиваются. В процессе калибрования в наружных слоях сначала должны сниматься упругие напряжения растяжения, затем возникать упругие напряжения сжатия и лишь после превышения пргдела текучести начинается пластическая деформация сжатия. При этом общая величина пластической деформации сжатия в наружных слоях меньше, чем во внутренних, следствием чего является меньший наклеп и меньшее значение конечного предела текучести. Это может усугубляться еще и тем, что при изменении направления деформации течение металла вследствие эффекта Баушингера начинается при меньших напряжениях. При достаточной величине в процессе калибрования деформации в тангенциальном направлении, определяемой выбранной длиной заготовки, пружинение стальной рсновы мало. Кроме того, оно может полностью нейтрализоваться явлением обратного пру-жинения, возникающего вследствие наличия на внутренней поверхности втулки слоя материала с иными механическими свойствами. Явление это подробно проанализировано в статье А. П. Семенова [57] применительно к штамповке полувкладышей из биметаллических подшипниковых материалов. В статье В. П. Шишлакова [69] высказывается мнение, что при калибровании пропусканием втулок через одну фильеру происходит раскрытие зазора в стыке вследствие явления релаксации. В качестве меры борьбы с этим предлагается калибровать пропусканием заготовки втулки последовательно через две фильеры (или набор фильер), таким образом, чтобы калибруемая втулка одновременно проходила через обе фильеры. Хотя применение двух фильер и имеет некоторге преимущества, но не по этой при-106 чине. По-видимому, в приведенном случае заготовка была недостаточной длины и при пропускании через одну фильеру не осуществлялся переход в тангенциальном направлении к пластическому деформированию сжатия по всему поперечному сечению и по всему периметру. При пропускании же заготовки последовательно через две фильеры суммарная деформация в них была достаточной. При калибровании проталкиванием через фильеру исходная толщина стенок втулки в принципе не должна уменьшаться, а даже слетка увеличиваться (за счет осадки при уменьшении периметра заготовки). Одйако возможно калибрование по этой схеме и с утонением стенок, если зазор между оправкой и фильерой меньше, чем исходная толщина стенок втулки. Такой способ калибрования рекомендует ВНИИЛТЕКМАШ [39], хотя, по нашему мнению, утонение стенок в процессе калибрования проталкиванием через фильеру при правильно выбранной длине заготовки (периметре) совсем не обязательно. Возможен другой способ калибрования свертных втулок, который заключается в осадке втулки, помещенной в специальную матрицу [39]. При этом длина втулки уменьшается, а толщина стенок увеличивается. В какой-то мере деформация при этом способе калибрования соответствует деформации, осуществляемой при изготовлении неразъемных шарнирных сферических подшипников. Напряженное состояние в процессе деформации, а также и остаточные напряжения при таком калибровании существенным образом отличаются от описанных при калибровании проталкиванием через фильеру. Основная деформация при осадке втулок происходит в осевом направлении, при проталкивании через фильеру - в тангенциальном. К недостатку этого метода относятся: необходимость в прессах большой мощности, невозможность калибрования длинных, втулок, трудность получения втулок без разностен-ности. Для предотвращения коррозии, улучшения условий запрессовки и товарного вида подшипников их наружную поверхность покрывают медью (если тыльная сторона ленты не была предварительно покрыта), цинком, кадмием или оловом. Лужение ведется в кислом электролите с предварительным обезжириванием. Готовые втулки запрессовываются в корпус по прессовой посадке Hplg. Этим обеспечивается надежная фиксация втулки в гнезде подшипника и упругая ее устойчивость. Расчет возникающих напряжений ведут по формуле Ляме. Размеры фильеры и пуансона выбирают для калибрования такими, чтобы между валом и поверхностью подшипника обеспечивались зазоры, приведенные в ,табл. 17. Наименьший гарантированный зазор для подшипников из металлофторопластовой ленты определяется не только тепловым расширением вала и подшипника, но и тем, что при нагреве происходит «выдавливание» фторопласта (имеющего высокий коэффициент термического расширения) в зазор. Поэтому для подшипника,
работающего без смазки, необходимая минимальная величина зазора не обеспечивается гостированными посадками. При недостаточной величине зазора и нагреве подшипника вследствие трения может произойти заклинивание вала (заедание), при излишне же больших зазорах уменьшается площадь контакта, что увеличивает фактические удельные давления и ускоряет износ поверхностного слоя фторопласта с наполнителем. Вкладыши разъемных подшипников. Полувкладыши подшипников ВНИИЛТЕКМАШ рекомендует изготовлять способом, применяемым для изготовления биметаллических полувкладышей коленчатых валов двигателей внутреннего сгорания. Основой этого процесса являются операция гибки с последующей осадкой полувкла-дыша в торцы (подпрессовкой кромок) [56, 57]. После этого необходимо одновременное калибрование двух спаренных вкладышей с помощью цилиндрического пуансона и фильеры. При этой операции осуществляется утонение стенок в первую очередь на участках, на которых толщина увеличилась при осадке в торцы. Полувкладыши подшипников из ленточных биметаллов штампуются практически за две операции [56, 57]. Первая из них, обычный удруго-пластический гиб, не обеспечивает получение нужных точных размеров и хорошего прилегания к постели вкладыша. Это осуществляется второй операцией - осадкой в торцы, вследствие которой вкладыш приобретает размеры матрицы. При этой операции на напряжения от упруго-пластического изгиба накладываются сжимающие напряжения и при распространении пластической деформации сжатия по всему периметру полувкла-дыша материал плотно прилегает к поверхности матрицы, пружи-нение от изгиба устраняется и тыльная сторона вкладыша получается готовой, не требующей последующей механической обработки. Схема штампа показана на рис. 40. Матрица 2, укрепленная в верхней плите штампа, при ходе вниз наталкивается на лежащую на коромыслах / плоскую биметаллическую заготовку 5, поворачивает коромысла и огибает заготовку относительно верхней секции 4 108
Рис. 40. Схема штампа для штамповки полувкладышей Рис. 41. Напряжения в поперечном сечении металлофторопластового материала: а-при простом упруго-пластическом гибе; б- при гнбе с растяжением пуансона, приподнятой над нижней секцией 5 давлением маркета. Величина давления маркета должна быть не меньше усилия, необходимого для гибки, так как в противном случае верхняя секция пуансона преждевременно опустится, концы заготовки попадут между матрицей и державкой 6 и будут обрублены. После окончания гибки (концы заготовки при этом соскальзывают с коромысел) матрица, продолжая движение вниз, преодолевает давление маркета и заставляет опускаться уже изогнутую заготовку вместе с верхней секцией пуансона. Торцы заготовки при этом упираются в горизонтальные участки державки 6, и происходит осадка заготовки в торцы, в процессе которой пластическая деформация сжатия распространяется по периметру. Применяющийся метод штамповки полувкладышей имеет следующий недостаток. При осаживании в торец пластическая деформация сжатия распространяется вдоль заготовки неравномерно (из-за наличия сил трения тыльной стороны полувкладыша о матрицу и торцов о поверхность пуансонов). Вследствие этого происходит неравномерное утолщение заготовки, а следовательно, и стальной ее основы. Описанный метод по этой причине не пригоден для изготовления полувкладышей из металлофторопластовой ленты, так как она не допускает какой-либо механической обработки резанием рабочей поверхности (нельзя повреждать тонкий поверхностный приработочный слой). Для устранения указанных выше ограничений применяемого метода штамповки можно рекомендовать способ изготовления полувкладышей, основанный на совмещении изгиба с растяжением (рис. 41). При этом неравномерное напряженное состояние, характерное для упруго-пластического изгиба, переходит в напряженное состояние растяжения и при снятии нагрузки упругое пружинение полувкладыша практически не имеет места. Благодаря последовательности процесса формоизменения и постоянству действующих в очаге деформаций усилий, неравномерного по РЕКОМЕНДУЕМЫЕ ЗАЗОРЫ ДЛЯ МЕТАЛЛОФТОРОПЛАСТОВЫХ подшипников, РАБОТАЮЩИХ БЕЗ СМАЗКИ [69] длине полувкладыша изменения толщины не происходит. Если толщина исходной ленты выдержана в очень узких пределах (что-может быть достигнуто тщательным калиброванием ленты прокаткой), то отклонения от номинальной толщины у изготовленного таким способом полувкладыша могут удовлетворять требованиям, предъявляемым к готовому изделию. Таким образом, рассматриваемый способ изготовления полувкладышей обеспечивает получение в готовом виде рабочей и тыльной поверхностей, не требующих дальнейшей механической обработки. Схема процесса изготовления полувкладышей из ленты приведена на рис. 42. Конец ленты /, загнутый по радиусу полувкладыша на 90° (рис. 42, а), прижимается (рис. 42, б) к цилиндрическому пуансону 2, имеющему диаметр, соответствующий внутреннему диаметру подшипника. Затем пуансон поворачивается (рис. 42, в) на угол, несколько превышающий 180°. (Величина этого превышения определяется толщиной фрезы или пуансона, отделяющих готовый полувкладыш). К ленте, свободно подаваемой к пуансону, в процессе огибания пуансона при помощи специального устройства прикладывается постоянно действующее усилие Р, обеспечивающее перевод напряженного состояния в очаге деформации из характерного для упругопластического изгиба в пластическое растяжение (см. рис. 41). Усилие Р в зависимости от толщины, ширины и механических свойств ленты должно быть подобрано таким, чтобы остаточные деформации растяжения во внутренних слоях заготовки были минимальными. После завершения операции изгиба полувкладыш отделяется от ленты фрезой 3 или отрезным пуансоном (рис. 42, г), давление прижима ленты к пуансону снимается и пуансои поворачивается в исходное положение (рис. 42, д). На ленте остается необходимый для осуществления прижима к пуансону при следующей операции гиба, (рис. 42, е) загнутый на 90° участок. Далее процедура многократно повторяется до использования всей ленты, которая может подаваться в приспособление в виде бунта или отдельных полос. 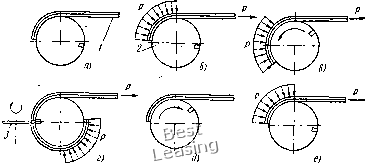 Рис. 42. Схема штамповки полувкладышей из металлофторопластовой ленты
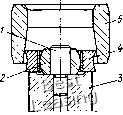 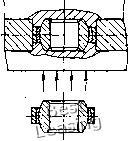 Рис. 43. Схема изготовления неразъемных шарнирных сферических подшипников (деформация вдоль оси): I - заготовка подшипника, собранная в штампе; II - процесс деформации ларуж-ного кольца; III - готовый подшипник Рис. 44. Схема приспособления для изготовления неразъемных шарнирных сферических подшипников (деформация в радиальном направлении) В отходы при таком способе изготовлений полувкладышей идет на каждое изделие лишь незначительное количество металла, удаляемого в процессе отделения готового полувкладыша от ленты. Шарнирные сферические подшипники. Обычные шарнирные подшипники представляют собой подшипники скольжения со сферической опорной поверхностью. Состоят они из наружного и вну треннего колец, изготовляемых из одинаковой стали с высокой твердостью (ШХ15, 9X18). Подшипники предназначены для работы при высоких удельных нагрузках (до 25 кгс/мм) и цизких скоростях скольжения, т. е. при условиях, неблагоприятных для выполнения вводимыми смазками своих функций. В процессе эксплуатации таких подшипников часто наблюдается схватывание поверхностей трения, а также фреттинг-коррозия (особенно при вибрации или при качательном движении с малой амплитудой). Эти недостатки можно легко устранить применением металлофторопластовых шарнирных подшипников скольжения, способных работать без смазки. В настоящее время разработано несколько вариантов технологического процесса изготовления таких подшипников. Ниже будут описаны два из них. Первый процесс [44, 54] предусматривает в качестве исходного сырья металлофторопластовую ленту по ТУ-27-01-01-71, выпускаемую Климовскйм машиностроительным заводом. Из ленты изготовляют свертную втулку 3 (рис. 43) с внутренним диаметром, равным диаметру сферы внутреннего стального кольца подшипника 5. Для того чтобы обеспечить в готовом подшипнике 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 [ 17 ] 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||