

|
|

|
Промышленный лизинг
Методички
допуски и посадки Эксплуатационные показатели механизмов и машин (долговечность, надежность, точность и т. д.) в значительной мере зависят от правильности выбора посадок, допусков формы и расположения, шероховатости поверхности. В собранном изделии детали связаны друг с другом, и отклонения размеров, формы и расположения осей или поверхностей одной какой-либо из деталей вызывают отклонения у других деталей. Эти отклонения, суммируясь, влияют на эксплуатационные показатели машин и механизмов. В пособии изложен метод определения допусков на элементы деталей как части суммарной погрешности, возникающей при сборке и работе узла или конструкции в целом. Основы метода были заложены профессором Ленинградского политехнического института Иваном Сергеевичем Амосовым. Для определения допусков формы и расположения был выбран способ расчета на максимум -минимум, как наиболее универсальный и наглядный. Он базируется на допущении о самом неблагоприятном сочетании отклонений у деталей в изделии. Допуски, рассчитанные способом максимум -минимум, получаются жесткими, что резко удорожает производство. Ознакомившись с методикой, изложенной в книге, можно в дальнейшем применять для расчета допусков иные методы. В тех случаях, когда экономически оправдан риск возможного выхода за установленные пределы характеристик изделия, применяют, например, вероятностный метод расчета, при котором допуски получаются несколько большими. Порядок изложения материала в книге соответствует порядку работы студентов над курсовым проектом по курсу «Взаимозаменяемость, стандартизация и технические измерения» В книгу включены разделы, читаемые на лекциях автором. Пособие содержит общие указания по выбору посадок, построению и расчету конструкторских размерных цепей, правила и примеры выполнения чертежей деталей машин. Пятый раздел посвящен расчету допусков формы, расположения и выбору шероховатости поверхностей элементов типовых деталей машин. В работе объединены разрозненные данные, изложенные в специальной литературе, и выделены наиболее важные положения. В приложениях приведен ряд справочных таблиц, необходимых при выполнении курсового проекта. 1. ДОПУСКИ и ПОСАДКИ ГЛАДКИХ СОЕДИНЕНИЙ 1.1. Основные понятия Рассмотрим сопряжение с зазором (рис. 1.1, а). Для получения зазора S в сопряжении размер D отверстия втулки должен быть больше размера d вала. При изготовлении деталей размеры D и d выполняются с погрешностями. Конструктор исходит из того, что погрешности неизбежны, и определяет, в каких пределах они допустимы, т.е. сопряжение еще удовлетворяет требованиям правильной сборки и нормальному функционированию. Конструктор устанавливает два предельных размера для вала - d, d,„ и два предельных размера для отверстия - D„aj<, D„;n, внутри которых должны находиться действительные размеры сопрягаемых деталей (рис.1.1, б) Разность между наибольшим и наименьшим предельными размерами называется допуском - и Го. 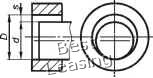 EI То ES  Рис. 1.1 Нанесение на чертеже соединения такого количества размеров крайне неудобно, поэтому было принято устанавливать один общий размер для вала и отверстия, называемый номинальным - D и указывать от него предельные отклонения (рис. 1.1, е). Верхнее отклонение ES, es - алгебраическая разность между наибольшим и номинальным размерами. ES=D-D: es=d-D Нижнее отклонение EI, ei - алгебраическая разность между наименьшим и номинальным размерами. EI=D„,i„-D: ei=di„-D min Поле допуска - поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру. Графическое изображение полей допусков посадки с зазором приведено на рис. 1.1, е. Чем уже поле между верхним и нижним отклонениями, тем выше при прочих равных условиях степень точности, которая обозначается цифрой и называется квалитетом. Положение допуска относительно нулевой линии определяется основным отклонением - одним из двух предельных отклонений, ближайшим к нулевой линии, и обозначается одной из букв (или их сочетаний) латинского алфавита. Прописные буквы относятся к отверстиям, а строчные - к валам. Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности - величине допуска. Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и вала, а также значения отклонений и расчет допусков приведены на рис. 1.2, а, 6 Отверстие Верхнее отлэнение. ES = +21 шрл Нижнее отлонение: Е1 = 0 Дэпуск: T=ES-EI=+21 -0 = 21 тш Верхнее отлонение: es = -20 мш Нижнее отлонение: ei = -33 мкм JJpnycK: T=es -ei=-20 - (-33) = 13 мш
EZZr Посадка с зазором Параметрыотерстя: ES = +21 мш, Е1 = 0, Tq= 21 мш Параметры вала: ез = -20мш, ei=-33MKM, Т=13мш 1Чаи6ольший и наименьший зазоры: Smax =ES-ei = +21 -(-33) = 54мкм, Sfjjjn = EI-es = 0-(-20) = 20мкм JJpnycK посадки: TS = Smax - s/n = 54-20 = 34 мкм TS = ES-ei-EI+es=T+T, TS = 21 +13 = 34 мкм Посадка с натягом
ПП+28 Парамегрыотерстя. ES=+21 мкм, Е1 = 0, Т=21 мкм Параметры вала: es = +41 мкм. ei = +28 мкм. Т = 13 мкм 1Чаи6ольший и наименьший нагяги: Nmax =es-Ei = +41-0 = 41 мкм, Nmin= ei-ES = +28-21 = 7 мкм Дэпуск посадки: IN = Nmax- Nmin = 41-7 = 34 мкм TN = es-EI-ei + ES = Tj + T, TN = 21+ 13 = 34 мкм Посадка переходная Наибольший и наименьший нагяги Парамегщыотерспая: ES = +21 мш, Е1 = 0, Т=21мкм +2 Парамегрывала: ев=+15мкм, е1 = +2мкм, Т=13мкм Допуск посадки: TN = - fmin =15-(-19) = 34 мкм. TN = es-EI-ei + ES=T[, + T, TN = 21+13 = 34мкм Рис. 1.2 В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки трех типов: с зазором, с натягом и переходные. На рис. 1.2, е, г, д приведены примеры различных посадок Указаны формулы для расчета зазоров и натягов в соединениях и амплитуды их колебаний, называемые допуском посадки (TS, TN). [ 0 ] 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 |
||||||||||||||||||||||||||||||||||||||||||||||||