

|
|

|
Промышленный лизинг
Методички
2.3.2. Посадки шлицевых эвольвентных соединений в шлицевых соединениях с эвольвентным профилем зубьев применяются следующие способы относительного центрирования вала и втулки: по боковым поверхностям зубьев s, е, по наружному диаметру D и допускается центрирование по внутреннему диаметру. Наибольшее распространение получил способ центрирования по боковым поверхностям зубьев. Центрирование по внутреннему диаметру не рекомендуется. ГОСТ 6033-80* установлены допуски и посадки для различных способов центрирования. Примеры выбора посадок приведены в табл. 2.10. Кроме указанных посадок, применяются и другие (см. ГОСТ 6033-80*). Таблица 2.10 Чертеж сопряжения 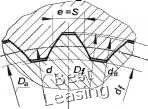 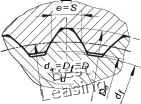 Центрирующий элемент s(e) Посадки По D (da. Df) По S (е) По da. df По s (е) По da. df Подвижное сопряжение Неподвижное сопряжение Df -Н16 d„-ly12 91-1 9н 9д 9h 7Н 7Н Dg-HH cfmax-W6 Н7 Н7 fT Об Н7 Н7 js6 п6 ач ач 9д- 9h Dg-H11 cfmax-W6 Номинальные значения основных параметров приведены в табл. 2.9. Таблица 2.9 2.3.3. Условные обозначения шлицевых эвольвентных соединений Обозначения шлицевых эвольвентных соединений должны содержать номинальный диаметр, модуль, обозначение посадки (полей допусков вала и отверстия) и номер стандарта. Примеры обозначения. При центрировании по боковым поверхностям зубьев. D = 50 мм; m = 2 мм; посадка по боковым . , 9Н поверхностям s(e)--: соединение вал 50х2х- ГОСТ6033-е 9в 50х2х9д ГОСТ 6033 - 80*; отверстие 50х2х9Н ГОСТ6033 - 80*. При центрировании по наружному диаметру. D = 50 мм; m = 2 мм; посадка по центрирующему г. Н7 , , 9Н диаметру D--и по боковым поверхностям s(e)-- об 9h соединение вал отверстие liy QLJ 50х -х2х- ГОСГ 6033-80*; д6 9h 50хд6х2х9П ГОСТ 6033 - 80* 50хН7х2х9Н ГОСТ 6033- 80*. Пример условного обозначения показан на рис. 2.3.  Посадка D т nos(e) 65 x 3 x 1 ГОСТ 6033-80* Рис. 2.3 2.4. Резьба метрическая Метрическая цилиндрическая резьба применяется главным образом в качестве крепежной и разделяется на резьбу с крупным шагом диаметром 1...64мм и резьбу с мелким шагом диаметром 1...600 мм. При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от резьб с крупным шагом меньшей высотой профиля и меньшим углом подъема резьбы. Поэтому резьбы с мелким шагом рекомендуется применять при малой длине свинчивания, на тонкостенных деталях, а также при переменной нагрузке, толчках и вибрациях. Резьбы с крупным шагом рекомендуется применять для соединения деталей, не подвергающихся таким нагрузкам, так как они менее надежны при переменной нагрузке и вибрациях и более склонны к самоотвинчиванию. 2.4.1. Основные параметры крепежных цилиндрических метрических резьб к основным параметрам цилиндрических резьб относятся: • с?2 (d2) - средний диаметр резьбы соответственно болта и гайки; • d(D)- наружный диаметр резьбы соответственно болта и гайки; • di (Di) - внутренний диаметр резьбы соответственно болта и гайки; • Р-шаг резьбы; • а - угол профиля резьбы, для метрических резьб а = 60°. Значения основных параметров метрических резьб по ГОСТ 9150-81 приведены в табл. 2.11. Таблица 2.11 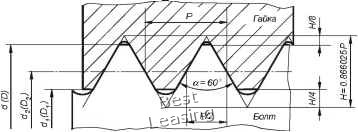 Шаг резьбы р мм Наружный диаметр d для резьб с крупным шагом, мм с мелким шагом, мм Средний диаметр dz, d2, мм Внутренний диаметр di, Dl, мм 5.350 7 350 9.350 4917 6.917 8.917 1.25 7.188 9.188 6.647 8.647 1.75 12 14 16 9.026 11.026 13.026 15.026 10.863 8.386 10.386 12.386 14386 10.106 0 1 2 3 4 5 6 7 8 9 [ 10 ] 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||