

|
|

|
Промышленный лизинг
Методички
Ведомое зубчатое колесо Фрикционные диски 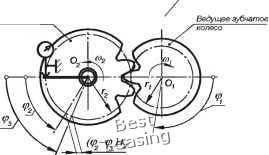 Рис. 2.11 Ведущее и ведомое зубчатые колеса находятся в однопрофильном зацеплении. Образцовое вращение задается фрикционными дисками, диаметры которых строго равны делительным диаметрам ведущего и ведомого зубчатых колес При вращении ведущего зубчатого колеса вращается и фрикционная пара. Рассогласование во вращении между шпинделем ведомого фрикционного диска и ведомым зубчатым колесом фиксируется измерительным прибором. Прибор установлен на делительной окружности ведомого колеса. Шпиндель ведомого фрикционного диска воспроизводит образцовое вращение и вынесен так, чтобы полученные отклонения фиксировались на делительном диаметре колеса. Таким образом, измеряется рассогласование между действительным 2 номинальным д) углами поворота ведомого колеса. На рис. 2.12 представлены графики, полученные на подобной установке при прямом и обратном вращении, т.е при контакте по правому и левому профилям зубчатых колес Графики характеризуют геометрическую погрешность зубчатой передачи. Практически вся система допусков и посадок зубчатых колес базируется на этих графиках. Рассмотрим графики на полном цикле измерения относительного положения зубчатых колес, т.е. на таком угле поворота ведомого колеса, при котором первый зуб ведущего колеса вновь войдет в контакт с первым зубом ведомого колеса. При дальнейшем вращении колес характер кривых будет полностью повторяться. 2.6.2. Система допусков цилиндрических зубчатых передач Одним из основных показателей качества работы зубчатых передач является их точность Точность изготовления зубчатых колес не только определяет геометрические показатели передачи, но оказывает влияние на динамические характеристики (вибрации, шум), а также существенно влияет на долговечность работы, прочностные показатели передачи и на потери на трение. Рассмотрим схему комплексного контроля цилиндрической зубчатой передачи (рис. 2.11). 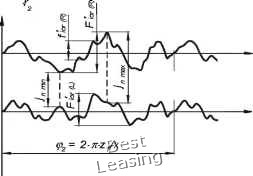 Полный цикл измерания относительного положенгия зубчатых колес » Угол поворота зубчатого колеса, правое вращение , Угол поворота зубчатого колеса, левое вращение Рис. 2.12 Угол поворота ведомого колеса, соответствующий полному циклу, рассчитывается по формуле: где Zf - число зубьев ведущего колеса; X - наибольший общий делитель чисел зубьев ведущего и ведомого зубчатых колес. Разность между действительным и номинальным (расчетным) углами поворота ведомого зубчатого колеса передачи называется кинематической погрешностью передачи. Наибольшая алгебраическая разность значений рассогласований на полном цикле измерения Ffi- характеризует кинематическую точность передачи. Наибольшая алгебраическая разность между местными соседними экстремальными значениями ffr называется местной кинематической погрешностью передачи и характеризует плавность работы передачи. Наименьшее расстояние между кривыми называется гарантированным боковым зазором и определяет характер сопряжения колес в передаче. Разность между in max и Jnmin является наибольшим интервалом изменения бокового зазора в передаче и характеризует точность выполнения бокового зазора в передаче. Если нанести краситель на боковые поверхности зубьев ведущего колеса и провернуть колеса на полный оборот при легком торможении, обеспечивающем непрерывное контактирование зубьев обоих зубчатых колес, то на зубьях ведомого колеса появятся следы прилегания зубьев (рис. 2.13). Рис 2.13 Часть активной боковой поверхности зуба колеса передачи, на которой располагаются следы, называется мгновенным пятном контакта и характеризует контакт зубьев в передаче. Примечание. Относительные размеры пятна контакта определяются в процентах (см. рис. 2.13): 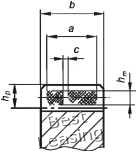 по длине зуба по формуле 100%; ПО высоте по формуле -100%, где а - длина следа; с - разрыв по длине следа, - высота следа; hp - высота активной боковой поверхности зуба. Чаще всего при изготовлении требуется определить точность отдельного колеса, а не передачи в целом, тем более, что сопрягаемое колесо возможно еще и не изготовлено. В этом случае вместо одного из колес на прибор (см. рис. 2.11) устанавливают измерительное колесо, т.е. колесо повышенной точности Получают аналогичные графики (рис.2.14), которые в данном случае характеризуют точность контролируемого колеса, при этом погрешностями измерительного колеса пренебрегают. По аналогии с передачей получают: наибольшую кинематическую погрешность колеса Ff; местную кинематическую погрешность колеса ff. Точность контакта колеса определяют по пятну контакта его зубьев с зубьями измерительного зубчатого колеса 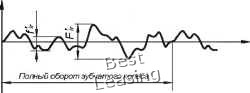 Угол поворота зубчатого колеса Рис. 2.14 Не всегда удается выполнять измерения колес на установках, аналогичных рассмотренной, (например из-за отсутствия измерительных колес) или возникает необходимость измерить параметры колеса, не снимая его со станка. Поэтому стандартом предусмотрены иные показатели, которые характеризуют точность колеса и в то же время позволяют осуществлять контроль менее сложными и более доступными средствами измерения. Схема построения системы допусков и посадок цилиндрических зубчатых передач с перечислением нормируемых показателей приведена в сокращении на рис. 2.15. Как было показано ранее, система допусков и посадок зубчатых колес, исходя из требований эксплуатации передач, устанавливает следующие нормы точности: • кинематическую норму точности зубчатых колес и передач; • норму плавности работы зубчатых колес и передач; • норму контакта зубьев зубчатых колес и передач. Каждая норма имеет 12 степеней точности. Для самых высоких степеней точности (1 и 2) допуски и отклонения не регламентированы, так как эти степени предусмотрены для будущего развития. Указанные три вида норм точности могут как в зубчатом колесе, так и в передаче взаимно комбинироваться и назначаться из разных степеней точности. В силу того, что ряд показателей точности, относящихся к различным нормам, геометрически связаны, существует ограничение при комбинировании норм с разными степенями точности. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 [ 16 ] 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 |
|||||||||