

|
|

|
Промышленный лизинг
Методички
\тб\ Рис. 1.5 Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т.п.). Каждый такой инструмент применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом. При широком применении системы вала необходимость в мерном инструменте многократно возрастет, поэтому предпочтение отдается системе отверстия. Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с разными посадками на одном валу. На рис. 1.6, а показано соединение, имеющее подвижную посадку поршневого пальца 1 с шатуном 2 и неподвижную в бобышках поршня 3, которое целесообразно выполнить в системе вала (рис. 1.6, е), а не в системе отверстия (рис. 1.6, Систему вала выгоднее применять и тогда, когда оси, валики, штифты могут быть изготовлены из точных холоднотянутых прутков без дополнительной механической обработки их наружных поверхностей. Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение. Для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, основные отклонения рассчитываются по специальной зависимости и поэтому становятся несимметричными. Третий принцип построения СДП (предусмотрены системы образования посадок) Предусмотрены посадки в системе отверстия и в системе вала. Посадки в системе отверстия - посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис 1.5, а) Основное отверстие (Н) - отверстие, нижнее отклонение которого равно нулю. Посадки в системе вала - посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 1.5, б). Основной вал (h) - вал. верхнее отклонение которого равно нулю. 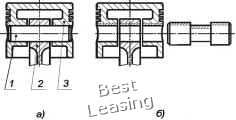 Рис. 1.6 В некоторых случаях целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной. Такие посадки называются внесистемными Четвертый принцип построения СДП (установлена нормальная температура) Допуски и предельные отклонения, установленные в настоящем стандарте, относятся к размерам деталей при температуре +20С. 1.3. Правила образования посадок • Можно применять любое сочетание полей допусков, установленных стандартом. • Посадки должны назначаться либо в системе отверстия, либо в системе вала. • Применение системы отверстия предпочтительней. • Следует отдавать предпочтение рекомендуемым посадкам (см ГОСТ 25347-82), при этом в первую очередь - предпочтительным. • Посадки с 4-го по 7-й квалитеты рекомендуется образовывать путем сопряжения отверстия на квалитет грубее, чем вал. Отверстия при прочих равных условиях изготавливаются с большими погрешностями, чем валы, поэтому и допуск посадки делится не поровну, большая часть отдается отверстию, меньшая - валу. 1.4. Нанесение предельных отклонений размеров Способы нанесения предельных отклонений линейных размеров приведены в табл. 1.2. При указании предельных отклонений следует руководствоваться следующими правилами. 1. Предельные отклонения размеров следует указывать непосредственно после номинальных размеров. 2. Предельные отклонения линейных и угловых размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа. Например, «Н14, М4, + 1Т14/2», что означает неуказанные предельные отклонения отверстий должны быть выполнены по Н14, валов - по h14, прочие размеры должны иметь симметричные отклонения ± IT14/2. Данная запись одновременно устанавливает предельные отклонения радиусов закруглений, фасок, углов с неуказанными допусками. Числовые значения предельных отклонений приведены в ГОСТ 25670-83. 3. При указании предельных отклонений предпочтение следует отдавать условному обозначению полей допусков. 4. При указании предельных отклонений условными обозначениями обязательно указывать их числовые значения в следующих случаях: • при назначении предельных отклонений размеров, не включенных в ряды нормальных линейных размеров по ГОСТ 6636-69; • при назначении предельных отклонений, условные обозначения которых не предусмотрены в ГОСТ 25347-82; • при назначении предельных отклонений размеров уступов с несимметричным полем допуска. 5. Предельные отклонения угловых размеров указывают только числовыми значениями. Таблица 1.2 Способ указания на чертежах предельных отклонений 1. Условное обозначение полей допусков 2. Указание числовых значений предельных отклонений 3 Условное обозначение полей допусков с указанием их числовых значений 64Н7С°-) 1.5. Методы выбора посадок Выбор посадок производится одним из трех методов. • Метод прецедентов, или аналогов. Посадка выбирается по аналогии с посадкой в надежно работающем узле. Сложность метода заключается в оценке и сопоставлении условий работы посадки в проектируемом узле и аналоге. • Метод подобия - развитие метода прецедентов. Посадки выбираются на основании рекомендаций отраслевых технических документов и литературных источников. Недостатком метода является, как правило, отсутствие точных количественных оценок условий работы сопряжений. • Расчетный метод - является наиболее обоснованным методом выбора посадок Посадки рассчитываются на основании полуэмпирических зависимостей. Однако формулы не всегда учитывают сложный характер физических явлений, происходящих в сопряжении В любом случае новые опытные образцы изделий перед запуском в серийное производство проходят целый ряд испытаний, по результатам которых отдельные посадки могут быть подкорректированы. Квалификация конструктора, в частности, определяется и тем, потребовалась ли корректировка посадок в разработанном им узле. 0 1 [ 2 ] 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 |
|||||||||||||||||||||