

|
|

|
Промышленный лизинг
Методички
3.4. Шероховатость поверхности Шероховатость поверхности регламентируется следующими стандартами: ГОСТ 25142-82. Шероховатость поверхности. Термины и определения; ГОСТ 2789-73*. Шероховатость поверхности. Параметры и характеристики; ГОСТ 2.309-73* Обозначение шероховатости поверхностей. 3.4.1. Шероховатость поверхности и ее влияние на работу деталей машин в процессе формообразования деталей на их поверхности появляется шероховатость - ряд чередующихся выступов и впадин сравнительно малых размеров. Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может возникать вследствие вибраций, возникающих при резании, а также в результате действия других факторов. Влияние шероховатости на работу деталей машин многообразно: • шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля; • в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков; • шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения; • неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей; • шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий; • шероховатость влияет на точность измерения деталей; • коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т.п. 3.4.2. Параметры шероховатости поверхности Шероховатость поверхности оценивается по неровностям профиля (рис. 3.13), получаемого путем сечения реальной поверхности плоскостью. Для отделения шероховатости поверхности от других неровностей с относительно большими шагами её рассматривают в пределах базовой длины I. Базой для отсчета отклонений профиля является средняя линия профиля m-m - линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля до этой линии минимально. ГОСТ 2789-73* установлены следующие параметры шероховатости (см. рис. 3.13). 1. Среднее арифметическое отклонение профиля Rg - это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины Ra=]\\y(x)\dx. где I - базовая длина; у- отклонение профиля (расстояние между любой точкой профиля и базовой линией т-т). При дискретном способе обработки профилограммы параметр Rg рассчитывают по формуле: где у,- - измеренные отклонения профиля в дискретных точках; л - число измеренных дискретных отклонений на базовой длине. 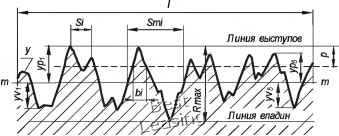 Рис. 3.13 2. Высота неровностей профиля по десяти точкам - сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины. где у pi - высота /-го наибольшего выступа профиля; Уи" - глубина /-Й наибольшей впадины профиля. 3. Наибольшая высота неровностей профиля R„aj< - расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины (см. рис. 3.13). 4. Средний шаг неровностей профиля S„ - среднее значение шага неровностей профиля в пределах базовой длины (см. рис. 3.13). 5. Средний шаг местных выступов S - среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины (см. рис 313) 6. Относительная опорная длина профиля tp - отношение опорной длины профиля к базовой длине 1 " где Ь,- - опорная длина профиля (сумма длин отрезков, отсекаемых на заданном уровне р в 1=1 материале профиля линией, эквидистантной средней линии в пределах базовой длины). Кроме перечисленных шести количественных параметров стандартом установлены два качественных параметра. 1. Вид обработки. Указывается в том случае, когда шероховатость поверхности следует получить только определенным способом. 2. Тип направлений неровностей. Выбирается из табл. 3.11. Указывается только в ответственных случаях, когда это необходимо по условиям работы детали или сопряжения. Таблица 3.11 № п/п Тип направлений неровностей Схематическое изображение Обозначение № п/п Тип направлений неровностей Схематическое изображение Обозначение Параллельное 0.4/ Произвольное Перпендикулярное 0.8 / Кругообразное 0.8/ Перекрещивающееся V77, Радиальное 0.4/ 3.4.3. Нормирование параметров шероховатости поверхности Выбор параметров шероховатости поверхности производится в соответствии с ее функциональным назначением. Основным во всех случаях является нормирование высотных параметров. Предпочтительно, в том числе и для самых грубых поверхностей, нормировать параметр Rg, который лучше отражает отклонения профиля, поскольку определяется по значительно большему числу точек, чем Rj Параметр Rj нормируется в тех случаях, когда прямой контроль Rg с помощью профилометров невозможен (режущие кромки инструментов и т. п.). Числовые значения параметров Rg и Rj приведены в приложении. Следует применять в первую очередь предпочтительные значения. В настоящее время существует несколько способов назначения шероховатости поверхности. 1 Имеются рекомендации [10] по выбору числовых значений для наиболее характерных видов сопряжений, часть которых приведена в табл. 3.12. Таблица 3.12
2. Шероховатость устанавливается стандартами на детали и изделия, а также на поверхности, с которыми они сопрягаются, например, требования к шероховатости поверхностей под подшипники качения (табл 313) 3. Когда отсутствуют рекомендации по назначению шероховатости поверхности, ограничения шероховатости могут быть связаны с допуском размера {IT), формы (FF) или расположения (FF) Большинство геометрических отклонений детали должно находиться в пределах поля допуска размера (рис. 3.14). 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 [ 27 ] 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 |