

|
|

|
Промышленный лизинг
Методички
5.6. Стаканы 5.6.1. Простановка размеров На чертежах стаканов проставляются: габаритные размеры (осевой и диаметральный); размеры, входящие в размерные цепи. Остальные размеры наносятся исходя из конструктивных особенностей и технологии изготовления стакана. 5.6.2. Назначение допусков формы, расположения и шероховатости поверхности Положение стакана в радиальном направлении определяет его цилиндрическая поверхность, сопрягаемая с корпусом механизма, а в осевом - его фланец. В связи с тем, что длина посадочного диаметра стакана небольшая (l/d<0,8) и он сопрягается с корпусом по переходной посадке, основной конструкторской базой, лишающей деталь наибольшего числа степеней свободы, является торец фланца. Поэтому в качестве баз при назначении допусков расположения используются цилиндрическая поверхность и торец фланца стакана. = 0.2(D-d) В рассматриваемом случае: Т/2 = 0.2 (9-8) = 0.2 мм. В соответствии с ГОСТ 24643-81 принимается допуск в диаметральном выражении (табл. П.2.1): ТРР = 400 мкм. Допуск назначают зависимым, то есть таким, который можно превышать за счет изменения размеров сопрягаемых деталей в пределах их полей допусков. Позиция 3. Допуск параллельности торца для базирования манжеты торцу фланца крышки. Назначение технического требования - обеспечение качественной работы манжеты. Допуск параллельности задается на диаметре d = 52 мм примерно равным IT9 [8] В рассматриваемом примере для d = 52 мм 1Т9 = 74 мкм. Согласно ГОСТ 24643-81 принимается (табл. П.2.4): ТРА = 60 мкм. Позиция 4. Допуск радиального биения посадочной поверхности для манжеты Назначение технического требования - обеспечение качественной работы манжеты. Допуск задается на диаметре d = 52 мм IT6 [8]. В рассматриваемом примере для d = 52 мм IT6 =19 мкм Согласно ГОСТ 24643-81 принимается (табл. П.2.5): TCR = 16 мкм. Позиция 5. Шероховатость посадочных поверхностей под манжету. Назначение технического требования - предохранение манжеты от повреждений при монтаже и обеспечение надежной герметичности сопряжения. Рекомендуется [9] принимать Rg = 2.5мкм. Позиция 6. Шероховатость базовых поверхностей крышек. В соответствии с требованиями ГОСТ 18514-73 и ГОСТ 3325-85 шероховатость базовых поверхностей крышек рекомендуется принимать Rg = 1.6 .. 2.5мкм. Ниже В соответствии с позициями, указанными на рис. 5.14, даны краткие рекомендации по выбору допусков формы, расположения и шероховатости поверхностей деталей типа стаканов. Позиция 1. Допуск соосности посадочного отверстия для подшипника с внешней цилиндрической поверхностью. Назначение технического требования - обеспечение точности межосевого расстояния в передаче, а также норм контакта зубьев. Рассмотрим влияние отклонения от соосности отверстия стакана на межосевое расстояние. Допуск межосевого расстояния Т = 2\ fg следует рассматривать как допуск расстояния между осями вращения валов в средней плоскости / - / передачи (рис. 5.15), где ±4 - предельные отклонения межосевого расстояния (табл П.4.9). Точность межосевого расстояния определяется точностью расстояния между осями отверстий корпусной детали, отклонениями от соосности наружных колец подшипников качения, отклонениями от соосности стаканов и др. Поэтому допуск соосности стакана рекомендуется брать примерно равным 1 /3\fg I. Как видно из схемы (см. рис. 5.15), величина 4, вызываемая отклонением от соосности стакана, зависит также от расположения зубчатого колеса относительно опор (размеры / и /,) Окончательно можно написать: 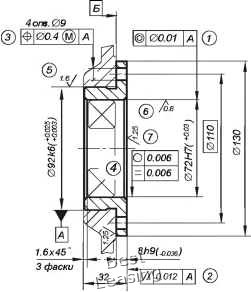
Теперь рассмотрим влияние отклонения от соосности отверстия относительно оси базовой поверхности стакана на нормы контакта зубьев в передаче. Ifxr /2=30 1=100 Ось внешней посадочной /поверхности стакана Ось отверстия стакана .Рабочие оси зубчатых колес 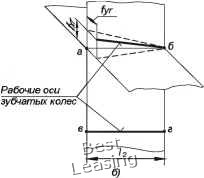 Для рассматриваемого случая при межосевом расстоянии А = 100 мм, ±4 = ±0.07мм . 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 [ 43 ] 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 |