

|
|

|
Промышленный лизинг
Методички
2.2. Соединения шлицевые прямобочные Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в соединениях шкивов, муфт, зубчатых колес и других деталей с валами. В отличие от шпоночных соединений, шлицевые соединения, кроме передачи крутящих моментов, осуществляют еще и центрирование сопрягаемых деталей. Шлицевые соединения могут передавать большие крутящие моменты, чем шпоночные, и имеют меньшие перекосы и смещения пазов и зубьев. В зависимости от профиля зубьев шлицевые соединения делят на соединения с прямобочным, эвольвентным и треугольным профилем зубьев. 2.2.1. Соединения шлицевые прямобочные. Основные параметры Шлицевые соединения с прямобочным профилем зубьев применяются для подвижных и неподвижных соединений К основным параметрам относятся: • D - наружный диаметр, • d-внутренний диаметр; • Ь - ширина зуба. По ГОСТ 1139-80* в зависимости от передаваемого крутящего момента установлено три типа соединений -легкой, средней и тяжелой серии. Номинальные размеры основных параметров и число зубьев шлицевых соединений общего назначения с прямобочным профилем зубьев, параллельных оси соединения, приведены в табл 2.5. В шлицевых соединениях с прямобочным профилем зуба применяют три способа относительного центрирования вала и втулки: • по наружному диаметру D; • по внутреннему диаметру d; • по боковым сторонам зубьев Ь. Центрирование по D рекомендуется при повышенных требованиях к соосности элементов соединения, когда твердость втулки не слишком высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифуется по наружному диаметру D Применяется такое центрирование в подвижных и неподвижных соединениях. Центрирование по d применяется в тех же случаях, что и центрирование по D, но при твердости втулки, не позволяющей обрабатывать ее протяжкой. Такое центрирование является наименее экономичным. Центрирование по b используют, когда не требуется высокой точности центрирования, при передаче значительных крутящих моментов. Таблица 2.5 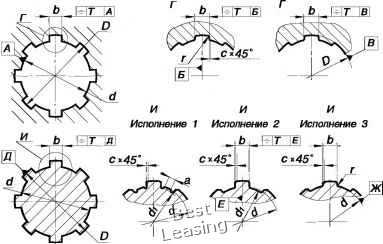
Окончание табл. 2.5
0 1 2 3 4 5 6 7 [ 8 ] 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||