

|
|

|
Промышленный лизинг
Методички
8000 BOOB 2000 ЛОВ, так как вытяжка ремня значительно сокращает диапазон регулирования. В связи с тем, что температура внутри ремня при его работе достигает 100° С и более, материал корда должен обладать хорошей теплостойкостью. При подборе материала корда следует учитывать реальные условия эксплуатации. Так, если при спокойной нагрузке целесообразны высокомодульные материалы несущего слоя, то при ударной пульсирующей нагрузке лучше применять корд с меньшим модулем упругости, что улучшает амортизирующие свойства ремня и благоприятно отражается на стойкости как самого ремня, так и других деталей и узлов машины. Ремни с меньшим модулем упругости менее чувствительны к точности изготовления. В настоящее время для корда применяют материалы на основе синтетических волокон: полиамидных (анид, капрон) и полиэфирных (лавсан, терилен, диолен, тетерон), а также искусственных волокон (вискоза). В отечественной промышленности преимущественно используют шнуры и ткани из анидных волокон и из вискозы и реже шнуры из лавсана и капроновую ткань; за рубежом чаще применяют материалы из полиэфирных волокон. Иногда для корда применяют также стальной канатик и шнуры из стекловолокна, они обеспечивают наиболее высокий модуль упругости ремня при растяжении, минимальную вытяжку, высокую прочность, но изгибоустойчивость их существенно ниже. В перспективе применение смешанных шнуров из различных волокон. Прочность и упругие свойства кордшнура зависят от его материала и структуры: номера первичных нитей (номер показывает длину нити в м, приходящуюся на 1 г массы), числа нитей в стренге z„ и числа стренг в шнуре z. В табл. 3 приведены, по данным В. А. Овчинниковой, характеристики применяемых отечественных шнуров и импортного шнура из диолена после их пропитки, на рис. 13 - их деформационные кривые. В обозначении структуры первая группа цифр - №, средняя цифра - 2„ и последняя - 2. Толщина получена измерением шнура микроскопом; площадь (мм) живого сечения 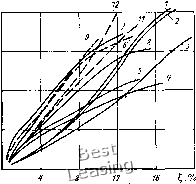 Рис. 13. Диаграмма «напряжение-удлинение» кордшнура (W» кривых по табл. 3) 3. Характеристики кордшнуров
где Рш - плотность в г/см, равная для полиэфирного волокна 1,38, полиамидного 1,14 и вискозы 1,5. Условный диаметр шнура d соответствует площади 5. Временное сопротивление = FJS (Fp - разрывное усилие). Кордшнур в ремне испытывает на прямолинейной ветви деформации растяжения 0,5 ... 1% и на шкиве от растяжения и изгиба 2 ... 2,5%. Соответственно этому в табл. 3 даны растягивающая сила F и модуль упругости на растяжение при е = 0,02. Последний подсчитан по формуле В испытании на усталость при изгибе анидный шнур выдержал 400 ... бор/ лавсановый 300 ... 400, а вискозный 100 ... 200 тыс. циклЪв [89]. Как вкИдно, лавсановый шнур отличается наибэльшим модулем упругости при растяжении и наименьшим удлингнием. Анидный шнур обладает наибольшей усталостной прочностью при изгибе, но модуль упругости у него наименьший, а вытяжка наибольшая. Из-за большей продольной податливости он лучше приспособлен для работы при ударной, пульсирующей нагрузке. У вискозного шнура модуль упругости и вытяжка имеют средние значения, но прочность и изгибоустойчивость наименьшие. В табл. 4 приведены характеристики тканей, применяющихся для корда и обертки клиновых ремней. Относительная характеристика кордовых тканей та же, что и шнуров из соответствующих материалов [89]. В вариатор€ШХ отечественных ремнях используют для несущего слоя анидную или капроновую ткань марки 4. Характеристики тканей для клиновых ремней
* в числителе - по основе, в знаменателе - по утку. 10-2-3, анидный или вискозный шнур, для обертки - хорошо противостоящую износу ткань «смеска», состоящую из 80% хлопкового волокна и 20% штапельного, капронового. Для усиления слоя растяжения кордшнуровых ремней в него вводят капроновую ткань. Резина слоя сжатия при работе ремня испытывает многократные деформации растяжения (до 2%), сжатия (до 5 ... ... 7%) и сдвига; резина слоя растяжения - деформации растяжения (до 4%) и сдвига. В результате внутреннего трения происходит выделение тепла, приводящее к старению резины и образованию трещин. В соответствии с этим резины, применяемые для клиновых ремней, должны обладать достаточно высокой усталостной прочностью, повышенной сопротивляемостью тепловому старению и малыми гистерезисными потерями. Для слоя сжатия желательна анизотропия свойств - повышенная жесткость в поперечном направлении и пониженная в продольном. Это достигается в ряде случаев введением в резину волокнистых наполнителей с ориентацией волокон (каландрированием) в поперечном направлении. Резины для слоя сжатия и растяжения составляются на основе хлоропренового каучука (наирита) или в сочетаниях его с бутади-еннитрильнымн каучуками [89]. При определенных составах резина приобретает свойства морозостойкости. Временное сопротивление разрыву резины для клиновых ремней составляет 100 ... 170 кгс/см, относительное удлинение 250 ... 450%, остаточное удлинение 4 ... 20%, твердость по прибору ТМ-2 70 ... 78, гистерезисные потери 16 ... 25%. Резины эластичного слоя, прилегающего к корду, составляются с большим содержанием каучука, и для повышения адгезии к тек-  Рис. 14. Барабанная пресс-форма для вулканизации с заготовками ремней стильным элементам в нее вводятся соответствующие вещества (резорцин, уротропин и др.). Временное сопротивление разрыву этих резин 90 ... 130 кгс/см, относительное удлинение 410 ... ... 550%, твердость по ТМ-2 60 ... 65. При лавсановом кордшнуре эластичный слой не вводится. Перед сборкой ремней кордшнур, находящийся под натяжением, пропитывают составом, улучшающим адгезию, и сушат. Затем полиэфирный шнур подвергают термофиксации, полиамидный - горячей вытяжке и фиксации [89]. Кордткань также пропитывают, после чего обкладывают резиной на каландре. Сборку заготовок ремней производят на специальном станке: при длине ремней до 4 ... 4,5 м - на раздвижном барабане, при длине от 1,8 м и более -на двух барабанах. Применяют преимущественно групповую сборку ремней (заготовку ви-келя) и реже индивидуальную сборку заготовки каждого ремня. Кордшнуровые ремни можно собирать прямым или обратным методом. В первом случае на барабан последовательно навивают резину слоя сжатия, тонкий слой мягкой резины, кордшнур (под натяжением), опять слой мягкой резины и в заключение - слой растяжения. Перед навивкой кордшнур промазывают клеем, после навивки прикатывают валком и снова промазывают клеем. При другом методе сборки слои набираются в обратном порядке, и после разрезки викеля заготовки выворачивают. Корд-тканевые ремни собирают прямой сборкой. Далее заготовки отдельных ремней на другом станке обертывают диагонально нарезанной прорезиненной тканью и передают на вулканизацию. При изготовлении ремней типа, показанных на рис. II, а, в викель укладывают заготовку нижней части ремня с формованными зубьями. Сам викель вулканизируют целиком без съема с барабана, /после чего разрезают на отдельные ремни. Вулканизация ремней в зависимости от их длины и серийности выпуска может производиться следующими способами: целиком всего ремня в круговой форме; в изогнутом состоянии последовательно непрерывным процессом; в прямолинейных формах по частям. В первом случае группу заготовок собирают на барабанной пресс-форме (рис. 14) и закладывают в котел диафрагменного или автоклавного вулканизатора. Здесь пресс-форму, охватывает резиновая диафрагма или рубашка. При вулканизации снаружи и внутри пресс-формы создается разность давлений, способствующая подпрессовке заготовок. Менее совершенна вулканизация в котлах. Для ее осуществле1ия заготовки ремней на барабанах предварительно обкатывают и забинтовывают. Для вулканизации вариаторных ремней с формованным зубом УКРНИИпластмашем и Тульским комбайновым заводом создан специальный вулканизатор, в котором форма состоит из секторов, перемещением которых производится прессовка ремней. Непрерывная вулканизация осуществляется на ротационных вулканизаторах. При этом заготовку ремня / (рис. 15) надевают на рабочий барабан 3 и натяжной ролик 2 и прижимают прессующей лентой 5 к канавкам рабочего барабана. Нагрев ремней осуществляется нагревателем 4 при непрерывном движении заготовок. Вулканизацию в прямолинейной форме производят в челюстных прессах по частям, ремень при этом находится под натяжением. Вулканизацию в круговой форме применяют для ремней длиной до 4 ... 5 м, на ротационных вулканизаторах при L = 0,9 ... 20 м и на челюстных прессах при L = 1,7 ... 20 м. Правильная технология изготовления ремней должна обеспечить обязательное натяжение корда и заготовок в процессе сборки и прессования, правильное размещение корда в ремне, а также минимальное колебание размеров сечения по длине ремня. Натяжение уплотняет корд и повышает модуль упругости ремня, снижает вытяжку его в эксплуатации, повышает КПД передачи и долговечность ремней. Неравномерная навивка шнура или перекос корда в ремне ведут к неравномерности распределения нагрузки по виткам корда. Кроме того, при перекосе корда ремень склонен к закручиванию и перекосу в канавке, часть его нитей, смещаясь в зону сжатия, испытывает при работе знакопеременные напряжения. Все это значительно снижает долговечность ремня. Если корд по длине ремня расположен на разных уровнях или размеры сечения изменяются по длине, то при работе передачи, как указано ниже, возникают колебания ремня и крутильные колебания валов, снижающие долговечность как самого ремня, так и других деталей передачи. При прессовой и ротационной вулканизации лучше обеспечивается натяжение и уплотнение заготовки в процессе вулканизации. Однако при этих способах на ремнях имеются участки с двойной вулканизацией, отличающиеся пониженной гибкостью и усталостной прочностью; размеры сечения и модуль упругости ремня изменяются по его длине. Кроме того, при прессовой вулканизации искажение сечения в работе на шкивах наибольшее. Вулканизация на барабанных пресс-формах обеспечивает лучшее постоянство сечения и упругих свойств по длине ремня и меньшие отклонения в длинах ремней.  Рис. 15. Схема устройства для непрерывной вулканизации 3.3. РАЗМЕРЫ РЕМНЕЙ И ИХ КОНТРОЛЬ Иеатрйпыти линия Размеры сечения (рис. 16) стандартных ремней по ГОСТ 1284.1-80 и пределы расчетных длин каждого сечения приведены в табл. 5. Основным размером является расчетная ширина bp, соответствующая ширине ремня по нейтральной линии при чистом изгибе. По этой ширине профилируются канавки шкивов. Положение ее на шкивах определяет их расчетные диаметры, скорость ремня, передаточное число и усилия в ремнях. В указанных в табл. 5 пределах расчетные длины L следует брать по ряду i?20 и менее предпочтительно по ряду i?40. В табл. 5 приведены также вспомогательные данные: площадь сечения Sj, масса 1 м ремня q, ширины йо и по верхнему и нижнему основаниям сечения, а также координата нейтральной линии. Последняя принята hp = 0,36/г. Угол клина ремней по ГОСТ 1284.1-80 при измерении его на прямолинейном участке 40°. Угол канавок шкивов назначается в пределах 32 ... 40° в зависимости от диаметра шкива. Для вариаторов преимущественно используют широкие ремни, размеры которых регламентированы стандартом ОСТ 38.5.17-73. Учитывая разнообразие требований к характеристикам вариаторов, в стандарте для промышленных приводов предусмотрены две группы ремней с относительной шириной v = 3,1 ... 3,2 и \2,3 (табл. 6). Первая группа (1-В) предназначена для вариатоэов с большим диапазоном регулирования, а вторая (2-В) с меньшим Д, но при повышенной мощности. Ряд ремней 1-В соответствует рекомендации ISO на вариаторные ремни с шириной \йр = 16 ...... 100 мм. Для регулируемых передач сельскохозяйственных машин в ОСТ 38.5.17-73 имеется особый ряд ремней СВ с относитель-5. Параметры клиновых ремней нормальных сечений  Рис. 16. Размеры сечения зубчатого клинового ремня
0 1 2 3 4 [ 5 ] 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||