

|
|

|
Промышленный лизинг
Методички
Таблица 20. Рекомендуемые размеры наборного металлопластмассового подшипника
СЛОЯ 6 = 26 =0,1, при этом толщина рабочего слоя б = 1 мм (для d = 15 20 мм) и б = 1,5 мм (для = 35 -f- 40 мм). Экспериментальным путем на стенде были определены значения допустимых режимов работы иодшинников с тонкослойными полиамидными покрытиями, хорощо согласуемые с расчетными. Для материала полимерного слоя АТМ-2: pv = 13-31 кгСМ/(см2-с) при относительном зазоре 2A/flf = 0,005-4-0,1 соответственно и относительной толщине полимерного слоя 26/d = 0,1. То же для капрона марки Б: = 2838 кгс-м/(см2-с) при 2Д/с? == 0,005-т-0,1 и 26/d = 0,025. Методика расчета разработана применительно к работающим при граничной смазке или без смазки узлам приводов металлорежущих станков. Автором при исследовании антифрикционных свойств материала АТМ-2 на машине трения МТК-1 (трение пальчиковых образцов подпеку) было получено значение ри = 35 кгс-м/(смС) при сухом Тренин, ри = 150 кгс-м/(см2-с) при граничной смазке и pi= 250 кгс-м/(см2-с) при жидкостной смазке, т. е. близкое совпадение значения коэффициента pv образцов подшипника с тонкослойными покрытиями [34]. Это свидетельствует о высокой теплопроводности материала АТМ-2 и эффективности его применения в виде литых монолитных втулок. В общем случае отношение l/d для полиамидных подшипников сухого трения принимается в пределах 0,8-1,0, Установленная этим отношением длина подшипника / обеспечивает минимальное выделение тепла, пропорциональное dl, и достаточно высокую грузоподъемность, при которой давления не превышают допускаемую величину. Толщины стенок s полиамидных втулок в зависимости от диаметра вала d рекомендуется принимать по данным, приведенным ниже: d, ми....... 10-18 18-30 30-40 40-50 50-65 65-80 s, мм ....... 0,8-1,0 1,0-1,5 1.5-2,0 2,5-3,0 3,0-3.5 3.5-4,0 Они также могут быть рассчитаны по формуле 5 = (0,04 -f- 0,06) d. (75) Важное значение для работоспособности подшипника имеет правильный выбор зазора в сопряжении и натяга при запрессовке втулки в металлическую обойму. Слишком малый зазор приводит к значительному выделению тепла в подшипнике и превышению допускаемой температуры, что может привести к заклиниванию вала на ходу и разрушению подшипника от размягчения и оплавления. С увеличением зазора выше допустимого нарушается точность соосности вала, возникают вибрационная неустойчивость, увеличенные динамические нагрузки, приводящие к пластическим деформациям втулки и выходу ее из строя. Исследования оптимальной величины диаметрального зазора в парах сталь - полиамид, проведенные на вкладышах из полиамидных материалов и роликах из стали 45 в режиме сухого трения, показали, что при относительных зазорах менее 0,005 d и более 0,014 d начинается интенсивное изнашивание подшипника [49]. Они также позволили установить, что для подшипников, к которым ие предъявляется повышенных требований но точности сопряжения, диаметральный зазор может быть принят в пределах (0,004-7-0,012) d, а для подшипников, запрессованных в металлические обоймы, (О,О050,01) Величина натяга для запрессовки втулки рекомендуется в преде-, лах (0,03 Ч- 0,05) D {D - номинальный диаметр отверстия металлической обоймы). Касаясь вопроса запрессовки полиамидной втулки в металлическую обойму, необходимо отметить, что при запрессовке втулка подвергается сжатию, которое создает дополнительные внутренние напряжения, способствующие ползучести материала. Склеивание втулок дает лучшие результаты. Для склеивания применяют клеевые лаки (например, Ф-10 по ТУ 6-05-1092-74), а также эпоксидные клеи. В обратной паре трения, т. е. при нанесении покрытия на вал (или защитную втулку вала) и втулке в корпусе из стали иолиамидное тонкослойное покрытие меньше подвергается отслаиванию. Обратная пара трения имеет ряд других преимуществ перед прямой парой, в том числе отвод тепла через стальной вкладыш в корпусе улучшается, повышается износостойкость сопряжения из-<за равномерного изнашивания всей поверхности полиамидного покрытия, а не только контактной поверхности трения вкладыша, упрощается нанесение покрытия на наружную поверхность вала. Теоретические и экспериментальные исследования работоспо- собности обратной пары трения показали высокую эффективность ее использования [60]. Испытывалось капроновое покрытие с 8%-ным содержанием графита толщиной 0,25 мм в прямой и обратной парах на машине трения МИ-1 с давлением 50 кгс/см, скоростью скольжения 0,92 м/с в течение 40 ч с граничной смазкой маслом. Результаты испытания показали, что линейный износ (мкм) капронового покрытия, нанесенного на вал в обратной паре Хрис. 30, б) меньше износа такого же покрытия, нанесенного на Дда А.нг £0 Ы 48 32 16 О 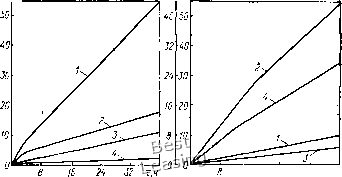 16 24 J2 г.Я Рис. 30. Изменение во времени износа капронового покрытия и контртела в прямой (а) и обратной (б) парах трения: /-вкладыш (мкм); 2 -вал (мг); 5-вкладыш (мг); 4-вал (мкм) вкладыш в прямой паре (рис. 30, а) хотя массовый износ покрытия (мг) в обратной паре выше. Это обстоятельство не является препятствием к применению обратной пары, так как зазор в сопряжении определяется прежде всего линейным износом. Анализ работы обратных пар трения, проведенный Д. Н. Гаркуновым [24], показал, что обратная пара трения имеет ряд преимуществ для элемента пары трения с меньшей твердостью, в частности для пластмасссы. Обратные пары имеют меньшее повреждение поверхностей и стойки к заеданию, так как пластическая деформация элемента пары с меньшей твердостью (пластмассы) не препятствует работе сопряжения, нагрузка до заедания возрастает в несколько раз в сравнении с прямой парой. Конструкция металлополимерного подшипника в виде обратной пары трения, разработанная в Институте механики металлополимерных систем АН БССР (ИММС) показана на рис. 31. Стальной пружинный вкладыш с нанесенным на него антифрикционным пластмассовым покрытием вращается вместе с валом и уплотняет за счет своей упругости внутреннюю камеру корпуса подшипника, заполненную смазкой. В подшипник не попадает абразив, что обеспечивает надежность его работы при температуре, не превышающей 80 °С и с коэффициентом трения 0,04-0,06. Он предназначен для работы в агрессивных средах с абразивом при давлениях до 40-60 кгс/см и скоростях скольжения до 0,5 м/с. 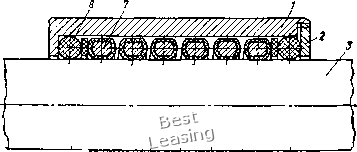 Рис. 31. Металлополимерный подшипник со спиральным вкладышем: / - корпус; 2 -кольцо регулирующее; 3-вал; 4 -пластмасдавое покрытие; 5-шайба из пластмассы; 6 -резиновое уплотиительпоа кольцо; 7 - спиральный вкладыш Технологичное выполнение обратной пары трения в сочета нин с повышенной несущей способностью капронового подшип ника, работающего при больших нагрузках и малых скоростях скольжения, предложено авторами работы [61]. На шейку вала с расточкой наматывают спиральные волокна капрона (лески) диаметром 0,2-1,0 мм и закрепляют ее в высверленных отверстиях на валу (рнс. 32). Испытания подшипника диаметром 25 мм и длиной 45 мм коромысла привода клапана топливного газа на газомоторном ко.мнрессо-ре, полученного намоткой волокна диаметром 0,8 мм показали, что срок службы такой конструкции в два-три раза больше, чем литой капроновой втулки, установленной в подшипнике с прямой парой трения. Для изготовления предложенных подшипников не требуется специальной оснастки. 1 2 J Рис. 32. Капроновый подшипник из ориентированных моноволокон: / - вал; 2 -втулка; 5 -моноволокно (леска) 7. ПОДШИПНИКИ из ТЕКСТОЛИТА Конструкционные текстолиты представляют co6opi слоистые пластики, изготовляемые методом горячего прессования слоистого наполнителя, состоящего из нескольких слоев хлопчатобумажной ткани или других армирующих материалов, пропитанных синтетическими фенольиыми смолами. Благодаря высокой механической ирочиости текстолит широко применяется в машиностроении в качестве конструкционного материала, в том числе для втулок и вкладышей иодшинников аппаратов с перемешивающими устройствами, работающих при средних и тяжелых условиях работы (смазка рабочей средой, абразивные частицы) со знакопеременными и динамическими нагрузками, для сепараторов шарикоподшипников, вкладышей судовых установок, прокатных станов и др. Прессование текстолитовых заготовок производят из ирони-танной фенолформальдегидной смолой хлопчатобумажной ткани при давлении 60-ПО кгс/см2 и температуре до 160 °С и выдерживают в этих условиях в течение 3-5 мни на каждый миллиметр толщины прессуемой плиты. Для повышения прочности после прессования проводят дополнительную термическую обработку плит при температуре 60-120 °С в течение 6-12 ч. При такой технологии получают текстолиты марок ПТК, ПТМ-1, ПТМ-2, ПТК-С (табл. 21). Стандартные размеры плит* и других заготовок, изготавливаемых промышленностью, приведены в справочнике [34]. При серийном и массовом производстве небольших по габаритам текстолитовых подшипников при.меняют прессование неразрезных втулок из текстолитовой крошки, волокнита (фенолита) и других пресс-материалов, пропитанных фенолоформальдегид-ными смолами. К ним относятся стеклопластики АГ-4С и АГ-4В, фенолит РСТ и др., поставляемые в виде пресс-материалов для прессования. Материалом для прессования служит также текстолитовая крошка, получаемая из отходов ткани при разрезке полотей для плит. Большей частью текстолитовые подшиппики изготавливаются из стандартных плит, труб и других заготовок резанием, так как в мелкосерийном и индивидуальном производстве затраты на оснастку для прессования экономически не оправданы. Заготовки текстолитовых втулок выпускают по ТУ 6-05-1415-76. Режимы механической обработки текстолитовых иодшинников следующие: при точении скорость резания 300-800 м/мин, подача 0,08-0,2 мм/об, глубина резания 0,5- 1 мм, охлаждение сжатым воздухом; при фрезеровании скорость резания 200-350 м/мин, подача 0,1-0,2 мм/зуб, глубина резания 3-5 мм. Для улучшения самосмазываемости при сухом трении и повышения несущей способности текстолитовых подшипников используются различные наполнители (графит, дисульфид молибдена, фторопласт). Промышленностью выпускается >. о. S &) о е; §- = §я ts я со о о ! м S о. а « 2 С( о <и о а> 9" nt о е; " 3 о S а а: 3 < о С о as о. <и 5 3 о « Й о S § я 3 с( .9-2 3 л г: 3 о я S g 9 Й га о §1 с ё " о а. н 3 О га л -&• S 5 S 3 ? а, 3 CS г га га я га О е- 0 1 2 3 4 5 6 7 8 9 10 11 [ 12 ] 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||