

|
|

|
Промышленный лизинг
Методички
связаны с металлом, то они играют положительную роль в повышении износостойкости трущихся пар при сухом трении. Наличие этих пленок значительно задерживает процесс схватывания трущихся поверхностей. К металлическим материалам, используемым для подшипников в агрессивных средах, относятся коррозионно-стойкие чугуны ЧНХТ, ЧН1МШ и др. по ГОСТ 11849-66, предназначенные для повышенных температур и газовых сред, щелочестойкие чугуны СЧЩ1 и СЧ1Ц2 (ОСТ 43-108), стойкие в расплавленных щелочах натрия, калия и их водных растворах, высококремнистый чугун (ферроси-лид) ЧС15 и ЧС17 (ГОСТ 11849-76), стойкий в кислотах и других агрессивных средах, кремнемолибденовый чугун (антихлор) ЧС15М4, никельмедистый чугун (нирезист) ЧН15Д7Х2 а)Л,мкм 50 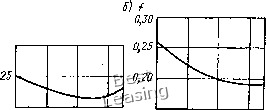 200 ш mt;G 200 400 6001;о Рис. 80.-Зависимость износа Д (о) и коэффициента трения \ (б) сплава на никелевой основе при трении по дискуиз сплава ЭИ347 от температуры / (ГОСТ 11849-76) и высокохромистые чугуны ИЧХ15МЗ и ЙЧХ28Н2 по ТУ 48-22-11-75 и РТМ28-61. Ферросилид и высокохромистые чугуны в отливках обладают высокой твердостью {НВ 450-600) и коррозионной стойкостью, что позволяет использовать их в подшипниках, подвергающихся интенсивному абразивному изнашиванию в агрессивных средах. В связи с высокой твердостью механическая обработка этих чугунов затруднена и производится преимущественно шлифованием. Для подшипниковых втулок и защитны?; втулок вала в агрессивных средах применяют также никелевые сплавы (хостеллои), в том числе никелевые сплавы по ГОСТ 5632-72, а также кобальтовые сплавы (стеллиты), получаемые как литьем, так и наплавкой на нержавеющие стали. Подшипники из литого стеллита ВЗК были испытаны в герметичном электронасосе со смазыванием 25%-ной при 45-55"С и 62%-ной при 85-92°С азотной кислотой, содержащей твердые кристаллические частицы. Насос во время испытаний проработал более 350 ч с частотой вращения вала 3Q00 об/мин. После ревизии на рабочих поверхностях стеллитовых втулок были обнаружены глубокие риски и следы схватывания от воздействия твердых частиц. Однако в целом втулки оказались пригодны к дальнейшей эксплуатации. Несмотря на это был сделан вывод о том, что нецелесообразно использовать пару трения стеллит - стеллит в условиях воздействия абразивных частиц. Со смазыванием водой подшипники, трущиеся поверхности которых наплавлены стеллитом ВЗК, в настоящее время широко применяются в насосах атомных реакторов АЭС и судовых установок, которые перекачивают чистую воду с высокой наведенной радиоактивностью. Стеллиты обладают высокой износостойкостью и коррозионно стойки в химически агрессивных средах, что позволяет считать их лучшими материалами (после азотированных и хромированных) в ряду по сопротивлению износу. Износостойкость подшипников из стеллита зависит от способа их изготовления, определяющего структуру материала. Автором исследовалось влияние структур кобальтовых сплавов, получаемых различными технологическими методами, на их антифрикционные свойства и износостойкость [13]. Исследования проводили на образцах, изготовленных из стеллита ВЗК путем наплавок литыми и трубчатыми электродами, а также литьем в кокиль, в землю и центробежной заливкой внутренней поверхности цилиндрической заготовки. Наплавку литыми электродами ЦН-2 (наплавочный материал Пр-ВЗК по ГОСТ 21449-75) производили на сталь 12Х18Н10Т с предварительным подогревом до 750-800 °С в три - пять слоев с высотой наплавленного металла не менее б мм и последующей термообработкой (850-870 °С). Трубчатые электроды (порошковая проволока) представляли собой трубку из кобальта, заполненную порошкообразными ферросплавами и шлакообразующими веществами. Процесс наплавки был автоматизирован в отличие от ручной наплавки литыми электродами ЦН-2. Литье стеллита ВЗК производили в землю, представляющую собой смесь на жидком стекле, а также в толстостенную металлическую форму, подогретую до 60 °С. Центробежная заливка производилась на центробежной машине на слой стали 12Х18Н10Т. Износ и коэффициент трения стеллита определяли на реконструированной машине трения МИ-1М при скорости скольжения 1 м/с и смазке дистиллированной водой. ТреНие осуществлялось по схеме Амслера на образцах из одноименного материала. Антифрикционные характеристики пар трения получали после приработки при ступенчатом увеличении нагрузки. Сравнительные испытания по износостойкости проводили при постоянной нагрузке в течение 5 ч, что соответствует 16 ООО- 18 ООО м пути трения. Результаты испытаний исследованных пар трения приведены в табл. 43, откуда следует, что наименьший коэффициент трения (f = 0,06- 0,1) имеют образцы, полученные литьем й металлическую форму и наплавленные электродом ЦН-2. Износ у этих образцов при давлении до 10-12 кгс/см также мал. Ми- нимальный износ наблюдался у образгцов, полученных центро« бежной заливкой, а максимальный - у наплавленных порошко* вой проволокой (рис. 81). Из анализа антифрикционных свойств и структур образцов, полученных литьем в металлическую форму и наплавленных литыми электродами ЦН-2, следует, что 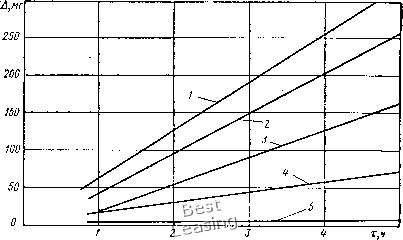 Рис. 81. Изменение скорости изнашивания пар трения стеллита ВЗК в зависимости от технологии его получения: / - наплавкой порошковой проволокой; 2-наплавкой электродом ЦН-2; 3-литьем в землю; 4-литьем в металлическую форму; 5-центробежной заливкой при тождественных структурах их износостойкость и коэффициенты трения примерно одинаковы. Практически это показывает преимущество наплавки электродами ЦН-2 как более прогрессивного технологического процесса при равноценной износостойкости по сравнению с литым стеллитом. Таблица 43. Коэффициент трения, интенсивность изнашивания и допускаемое давление одноименной пары трения из стеллита ВЗК
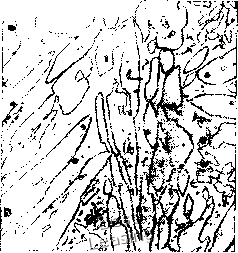 Установлено, что формирование структуры стеллита с высоким содержанием твердой эвтектики (до 90%), не закрепленной в мягкой пластичной основе, приводит к зна- W V/ iV.-* \ чительному износу и по-выщению коэффициента трения. Наоборот, при меньшем содержании эвтектики (не более 30%) в стеллите, например полученном центробежной заливкой, износостойкость наиболее высокая из исследованных образцов. Приведенные данные показывают, что интенсивность изнашивания стеллитовых сплавов снижается по мере уменьшения эвтектики в структуре сплава. Кроме того, на величину износа оказывает влияние размер пластин эвтектики и зерен твердого раствора. Полученная литьем в землю крупнопластинчатая эвтектика сплава больше подвергается изнашиванию, так как при трении крупные пластины эвтектики легче дробятся и выкрашиваются из мягкой пластичной основы твердого раствора. Таким образом, результаты проведенного исследования показали, что наилучшей микроструктурой для антифрикционных износостойких стеллитовых сплавов являются микроструктура с равномерным распределением мелкопластинчатой или мелкозернистой эвтектики с размером зерен до 0,1-0,2 мм и содержанием не выше 30-50% в мягкой основе твердого раствора. 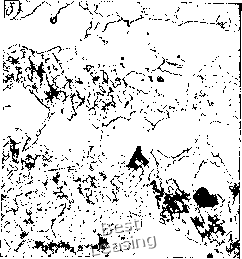 Рис. 82. Микрофотография структуры сплава Х32Н8АМ2 (XI000), полученного наплавкой металлокерамической лентой (а) и проволочным электродом (б) Ниже приведена конструкция машины, в частности червячного пресса для отжима влаги из крошки каучука, в которой удалось благодаря установке дополнительног.о подшипника из стеллита ВЗК, смазываемого перерабатываемым полимером, повысить износостойкость рабочих органов в 2,5-4 раза и довести средний ресурс пресса до капитального ремонта до 16 000 ч. В червячных прессах для удаления влаги из каучука свободный конец вала у выгрузного устройства опирался на корпус за счет отжатия перерабатываемым продуктом. Такая конструкция пресса имела существенные недостатки, заключающиеся в том, что в процессе работы фильтрующие пластины фильтра-корпуса и контактирующие с ними витки червячных втулок быстро изнашивались, так как вал неравномерно отжимался от корпуса продуктом, и в местах контакта возникали значительные нагрузки. С увеличением износа контактирующих поверхностей увеличивался зазор между валом и корпусом и падала производительность пресса. Снижение и практическое устранение износа фильтрующих пластин корпуса и червячных втулок вала было достигнуто тем, что свободный конец вала установили на встроенный в фильеру подшипник. Конструкция червячного вала, имеющего две опоры (выносную и встроенную), позволяет выдерживать постоянный заданный зазор между фильтрующими пластинами корпуса и витками червячных втулок вала, предотвратить их касание и, таким образом, почти полностью устранить износ. Червячный пресс (рис. 83) * -состоит из разъемного фильтр-корпуса, образованного наборными прямоугольными фильтрующими пластинами, которые опираются на бугели, стягиваемые по вертикальному разъему болтами, вала.с отдельными червячными втулками, выгрузного приспособлений с установкой в нем опоры - подшипника. Вал имеет еще один выюсной подшипниковый узел, расположенный вблизи загрузочной воронки. Между фильтрующими пластинами на бугелях установлены прокладки, образующие щели для удаления влаги. При вращении вала происходит уплотнение, перемешивание и перемещение суспензии каучука от загрузочной воронки к выгрузному приспособлению с одновременным отжатием влаги и отводом ее через щели между фильтрующими пластинами. Чер-вячные втулки в процессе работы не контактируют с фильтруюь щими пластинами, так как вал опирается на две опоры и этим обеспечивается гарантированный зазор между ними. Подшипник смазывается перерабатываемым полимером посредством нагнетания его рабочими витками червяка в зазор между подшипником и валом. Это устраняет загрязнение полимера 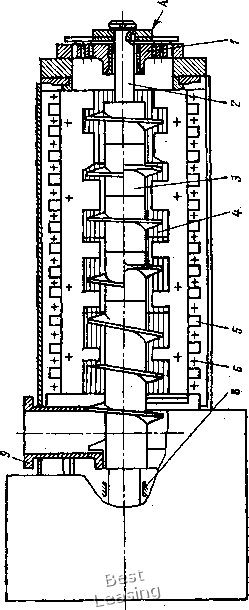 О. <и с ш ее ш « S 3 а о. « Е «.я ч< а -1 s € S в- 5 о «Я § а в,
Авт. свид. № 443779. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 [ 26 ] 27 28 29 30 31 32 33 34 35 36 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||