

|
|

|
Промышленный лизинг
Методички
растачивание Рабочее место расточника - это участок производственной площади, на котором размещены станок, приспособления, принадлежности, обрабатываемые детали-и вспомогательные устройства: инструментальный шкаф, комплектовочный стол, стеллажи для деталей, борштанг и оправок, набор принадлежностей к станку и подножная решетка. Рациональная организация рабочего места обеспечивается наличием технологической оснастки, наиболее удобной планировкой оборудования и вспомогательных устройств, созданием санитарно-гигиенических и безопасных условий работы. Рабочее место должно занимать возможно меньшую площадь, все предметы должны располагаться в наиболее удобном для работы порядке. Чтобы не было потерь времени на поиски нужных предметов, должен быть составлен их перечень, в котором следует указать количество и постоянное место. Схема типовой планировки рабочего места токаря-расточника представлена на рис. 1. Набор инструмента и принадлежностей зависит от характера работ, производимых на станке. Примерный перечень инструмента и принадлежностей, хранящихся в инструментальном шкафу на рабочем месте расточника, обычно содержит: режущий инструмент- сверла, зенкеры, развертки и резцы наиболее ходовых размеров; измерительный инструмент - масштабную линейку, штангенциркуль, индикаторы, штангенвысотомер, циркуль, установочные щупы; принадлежности - установочные и расточные оправки, призмы, параллели, установочные сухари, расточные, сверлильные и фрезерные патроны, переходные втулки, домкраты, подставки, прихваты, болты, резьбовые шпильки и сухари, масленку, щетку для уборки стружки, набор ключей. Весь измерительный инструмент после окончания работы должен сдаваться рабочим в инструментально-раздаточную кладовую для своевременной проверки на контрольном пункте ОТК. За каждым рабочим местом закрепляются необходимая технологическая документация и справочные материалы: карты наладки, таблицы скоростей и подач для различных материалов, таблицы углов заточки инструмента и диаметров сверл под резьбу и др. В шкафу, предназначенном для хранения инструмента, должен полностью размещаться необходимый для работы инструмент, подлежащий постоянному хранению на рабочем месте. Расположение инструмента и приспособлений должно быть наиболее удобным. Сверла и развертки с коническим хвостовиком хранят в вертикальном положении. Для этого в выдвижных деревянных полках шкафа делают гнезда по возрастающим размерам инструментов. Крепежные болты в сборе с прихватами, шайбами и гайками по- мещают в вырезах металлической планки. Резцы с цилиндрическим хвостовиком содержат в просверленных гнездах деревянных подставок высотой 50-60 мм, шириной 100-120 мм и длиной 200- 250 мм. Резцы мелких размеров с быстрорежущими и твердосплавными пластинками хранят отдельно в коробках-пеналах. На комплектовочном тстоле (рис. 2, а) инструмент располагается в технологической последовательности его применения для дан- 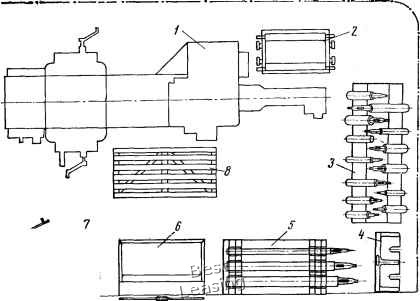
Рис. 1. Расположение оборудования на рабочем месте расточника: 1 - станок, 2 - ящик для стружки, 3 - стеллаж для борштанг и оправок, 4 - угольник, £ -подставка для борштанг и оправок, 6 - комплектовочный стол, 7 - инструментальный шкаф, 8 - подножная решетка ной операции. Технологическая и другая документация хранится в ящиках стола. Вспомогательная оснастка (оправки, призмы, домкраты, подставки, патроны) располагается в нижней части стола. При обработке крупных корпусных деталей пользуются рабочими чертежами, которые закрепляют в развернутом положении на специальном устройстве, помещаемом на задней стенке комплектовочного стола. Комплект оправок и борштанг хранят в специальном стеллаже (рис. 2,6). Борштанги больших размеров устанавливают в вертикальном положении с двух сторон стеллажа, благодаря чему обеспечивается их компактное размещение и отсутствие деформации под действием собственной массы. Борштанги и оправки меньших размеров хранят на полках стеллажа. Борштанги и оправки, ис« пользуемые в данный момент на станке, устанавливают на призматические подставки, обшитые ремнем. Запасные комплекты инструмента хранятся в инструментально-раздаточной кладовой. Все расточные станки обычно обслуживаются мостовым краном или имеют дополнительно местные подъемники. Организация труда на рабочем месте. Перед началом работы расточник должен: 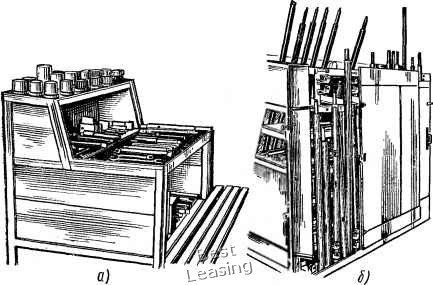 Рис. 2. Устройства для хранения инструмента на рабочем месте: а - комплектовочный стол, б - стеллаж для борштанг и оправок проверить исправность станка (если станок неисправен, надо немедленно сообщить об этом дежурному слесарю) и смазать станок по инструкции. В процессе работы внимательно следить за смазкой станка маслом соответствующей марки, помня, что хорошая и своевременная смазка механизмов сохраняет точность работы станка и удлиняет срок его службы; ознакомиться с предстоящей работой: изучить чертеж и технологическую карту обработки детали, проверить наличие и исправность инструмента и приспособлений; осмотреть заготовки и проверить их соответствие чертежу относительно припусков, отсутствия внешних пороков и других дефектов, влияющих на качество детали или стойкость инструмента; удалить с рабочего места все, что не нужно для предстоящей работы. Во время работы расточник должен: инструмент класть на определенное место и использовать его по назначению; [ 0 ] 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |
||||||