

|
|

|
Промышленный лизинг
Методички
для зачистки торцовых поверхностей (пластинчатые или со вставными ножами); зенковки обратные со штифтовым замкам, оснащенные пластинками твердого сплава; специальные для борштанг. Геометрические параметры зенкеров: угол наклона винтовой канавки к оси зенкера 10-20°; задний угол у наружного диаметра зенкера 5-8°. Передний угол для мягкой стали делается 15- 20°, для стали средней твердости и стальных отливок 8-12°, твердой стали и твердого чугуна 5-0°. У зенкеров с пластинкой твердого сплава передний угол выполняется 6-8°. Биение режущих кромок относительно оси зенкера допускается в пределах от 0,02 до 0,05 мм. § 12. РАЗВЕРТКИ Развертки предназначены для чистовой обработки отверстий с целью получения правильной формы и точных размеров по 3-2-му классам точности и шероховатости поверхности по 7-8-му классам. Типы разверток следующие (рис- 12): цельные с цилиндрическим или коническим хвостовиком; насадные для сквозных или глухих отверстий; конические; специальные для оправок и борштанг (с нерегулируемыми и регулируемыми ножами). 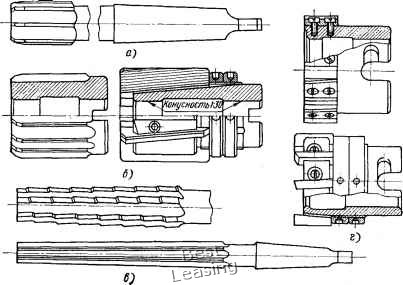 Рис. 12. Разверткш а - цилиндрическая с коническим хвостовиком, б - насадная, в - коническая, г - специальная для борштанг 2» 3. Геометрия заточки разверток для сквозных н глухих отверстий Дм тВозиых omlefiunuu Приемная Цилиндраштя Офатиый часть часть миус А-А Ъ С Цшиндри-1 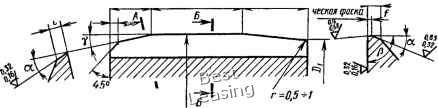 Для глухих отверстий Цилиидричесмя часть С 0.5З 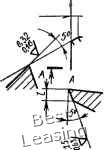 Обратный S-fi честя фаски г =0,54  Продолжение табл. 3 Для сквозных отверстий Для глухих отверстий
0 1 2 3 4 5 6 7 8 9 [ 10 ] 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||