

|
|

|
Промышленный лизинг
Методички
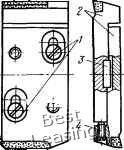 в зависимости от характера обрабатываемого материала применяются развертки с пластинками из быстрорежущей стали или твердого сплава. Развертки имеют следующие геометрические параметры. Задний угол на заборной части выполняется 6-15°, на калибрующей части задний угол равен 0° благодаря наличию цилиндрической ленточки. Передний угол назначается от О до 10°. У чистовых разверток для хрупких металлов задний угол равен 0°, у разверток с пластинками твердого сплава от О до 5°- Угол конуса заборной части у машинных разверток для обработки стали равен 12-15°, чугуна 3-5°, с пластинками твердого сплава 30-45°. Для улучшения шероховатости обрабатываемой поверхности применяются развертки с углом наклона канавок к оси 7-8° (для серого чугуна и твердой стали) и 12-20° (для ковкого чугуна и стали средней твердости). Для регулируемых разверток угол на- Ш- , клона канавки к оси 3°. ф- Схема заточки разверток для сквозных и глухих отверстий, размеры и геометрия заточки зуба разверток приведены в табл. 3. Режущие части разверток необходимо хранить в чехлах для предохранения зубьев разверток от забоин. Допуски на исполнительные размеры диаметров разверток зависят от класса точности и характера посадки, а также от рода смазки (эмульсия или керосин). Режущая часть сварных разверток выполняется из стали ХВГ, Р9 или Р18, хвостовик - из стали 45. Регулируемая плавающая развертка конструкции В. М. Сергей-чика для обработки отверстий диаметром 60-400 мм (рис- 13) состоит из двух ножед 2, взаимно перемещающихся по шпонке 5 и скрепленных винтами / при упоре в винт 4, положение которого регулируется в зависимости от заданного диаметра обрабатываемого отверстия. Развертка оснащена пластинками твердого сплава и ее калибрующие лезвия строго параллельны между собой и перпендикулярны боковым сторонам ножей. Развертка применяется для калибрования отверстий консольными оправками и борштангами после предварительного растачивания отверстий и подрезки торцов расточными резцами. Двухлезвийная развертка (рис 14) предназначена для чистовой обработки отверстий диаметром от 100 до 500 мм 2-го класса точности и 6-7-го класса шероховатости поверхности. Комплект из семи таких разверток заменяет 40-60 разверток обычной конструкции, так как пределы регулирования однолезвий-ной развертки больше, чем обычной развертки в 5-8 раз. Рис. 13. Регулируемая плавающая развертка Двухлезвийная развертка имеет цилиндрический корпус 1 с базовой лыской на наружном диаметре и эксцентричным отверстием, в котором перемещаются державки 2 и 3 с запрессованными в них ножами 7- На внутреннем конце державки 2 и гайке 5 нарезана трапецеидальная резьба с щагом 2 мм. Гайка 5 помещается в кольцевом пазу корпуса / с зазором по торцам не более 0,01-0,02 мм. На наружной конической поверхности гайки нанесены 100 делений с ценой 0,02 мм, а на цилиндрической поверхности гайки выполнена накатка и просверлены отверстия, которые используются при повороте гайки вручную .или с помощью воротка.
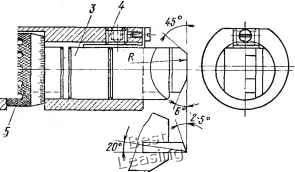 Рис. 14. Двухлезвийная развертка Грубую настройку на требуемый размер производят выдвижением державки 3 вручную и закреплением ее винтом 4, точная регулировка на размер диаметра отверстия производится поворотом гайки 5 по нониусу. Риски на цилиндрической поверхности державок соответствуют предельному выдвижению их из корпуса. Державки 2 и 5 имеют сквозные лыски, параллельные оси державок. Пружины 6, лежащие на лысках и прикрепленные к торцам корпуса, предотвращают смещение державок при завертывании винтов 4, притормаживают державки в момент регулировки размера и ликвидируют зазор в резьбовом соединении гайки 5 и державки 2. Ориентация развертки при установке ее на станке и при заточке режущей части ножей осуществляется с помощью базовой лыски на корпусе / в специальном приспособлении, которое обеспечивает заточку режущих кромок с радиусом кривизны от 200 мм и более и контроль биения заборной части с точностью до 0,01 мм. Внедрение двухлезвийных разверток с оснасткой для их заточки позволяет уменьшить количество применяемых типоразмеров инструментов и применить предварительную настройку на размер с последующей корректировкой методом пробных проходов, новы- 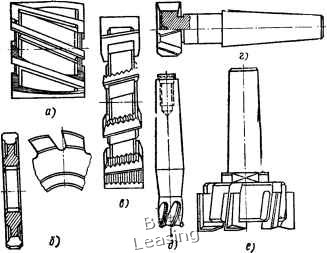 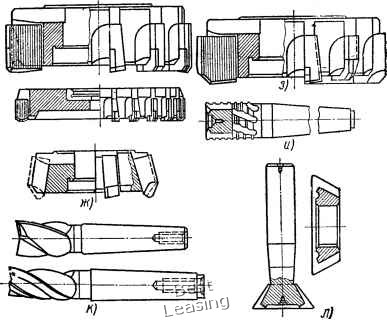 Рис. 15.. Фрезы: а-цилиндрическая, б-дисковая, в - трехсторонняя, Т-образная 5-конце-«ая, е-торцовая с хвостовиком, ае -торцовые насадные, э -торцовая ступенчатая, и - концевая обдирочная, к - шпоночная и пазовая, л - угловые 0 1 2 3 4 5 6 7 8 9 10 [ 11 ] 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |