

|
|

|
Промышленный лизинг
Методички
сить производительность труда при чистовом растачивании на 30- 50%, сократить на 10-20% объем пригоночных работ при сборке и обеспечить высокое качество обработки. § 13. ФРЕЗЫ Фрезы предназначены для обработки открытых горизонтальных и вертикальных плоскостей, а также прямоугольных. Т-образных и угловых пазов. Основные типы и размеры фрез (рис. 15): цилиндрические со вставными ножами из быстрорежущей стали, составные, работающие в комплекте с числом фрез от 2 до 6; дисковые пазовые трехсторонние с прямым мелким зубом; дисковые трехсторонние со вставными ножами из быстрорежущей стали; с ножами из твердого сплава; Т-образные пазовые; • концевые с коническим хвостовиком, винтовыми канавками, оснащенные твердым сплавом; торцовые с коническим хвостовиком и насадные со вставными ножами из быстрорежущей стали; торцовые насадные со вставными ножами, оснащенными твердым сплавом; торцовые ступенчатые с разделением припуска между ножами; концевые обдирочные со стружкоразделительными канавками; концевые щпоночные и пазовые; угловые цельные и насадные. Принимаются следующие параметры фрез с ножами из быстрорежущей стали. Передний угол (в град): при обработке стали сТв<60 кгс/мм........ 20 то же ств=60-100 кгс/мм2............. 15 » ств>100 кгс/мм2............... 10 при обработке чугуна НВ<150 кгс/мм...... 15 то же НВ>150 кгс/мм2.............. 10 Задний угол (в град): на цилиндрических зубьях............. 12-16 на торцовых зубьях . ............... 6-8 Торцовые фрезы с ножами, оснащенными твердым сплавом, имеют передний угол 6-12°, задний угол 15°, главный угол в плане 45-55°. Фреза конструкции новатора В. К. Семинского (рис. 16, а) имеет корпус / с продольными пазами, в которых закреплены упругие пластины 2 и резцы 4, привернутые к пластинам 2 винтами 5. Пластины 2 опираются на регулируемые конические эксцентрики 7, установленные на осях 6, запрессованных в отверстия корпуса. Настройка резцов 4 в осевом направлении производится по габариту 8, хвостовик которого вставляется в центральное отверстие корпуса со скользящей посадкой. 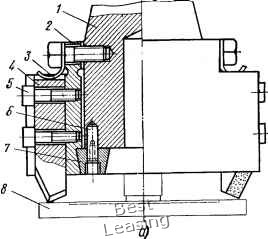 Рис. 16. фрезы конструкции В. К. Семинского: о - с регулируемыми резцами, б - с регулируемыми секторами 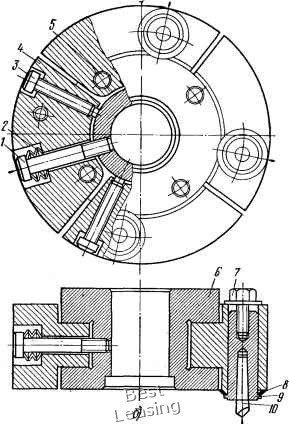 Под действием пружин 3 вершины резцов прижимаются к торцу габарита, перпендикулярного оси фрезы, и в этом положении резцы 4 окончательно закрепляются винтами 5. По сравнению с известными торцовыми регулируемыми фрезами с механическим креплением пластин фреза Семинского имеет преимущества: простота изготовления, большее количество резцов, размещенных в корпусе фрезы, возможность применения резцов с напаянными пластинами твердого сплава для обработки стальных и чугунных отливок. Другая конструкция фрезы Семинского (рис. 16, б) также обеспечивает возможность настройки режущих кромок резцов с биением по диаметру и в осевом направлении в пределах 0,05 мм для получения поверхности высокого класса шероховатости и точности обработки. Резцы 10 регулируют в радиальном направлении винтами / с пружинными шайбами 2 и винтами 3. При этом секторы 4 поворачиваются в пазах корпуса фрезы относительно осей 5, смещая резцы 10 в радиальном направлении. Резцы устанавливают по индикатору на специальной оправке с базой на центральное отверстие и торец корпуса фрезы 6. Резцы 10 закрепляют в державках 9 и регулируют в осевом направлении винтами 7 за счет деформации пружин 8. § 14. МЕТЧИКИ На расточных станках нарезание резьбы в отверстиях производится машинными метчиками или резьбовыми резцами. Машинные метчики (рис. 17) используются для нарезания метрической резьбы от Мб до М52 мм, дюймовой резьбы от V4 ДО 2", трубной резьбы от Ve до 2" и конической резьбы от Vi6 до 2". Нарезание резьбы большого диаметра производится сборными регулируемыми метчиками, размеры и конструкция которых не стандартизованы. При нарезании резьбы длиной больше, чем диаметр резьбы в сквозных и глухих отверстиях, применяются комплекты из 2-3 метчиков. Номер метчика в комплекте обозначается количеством кольцевых рисок на диаметре его хвостовика. Последний метчик комплекта имеет полный профиль резьбы, а предыдущие - 0,6 или 0,8 высоты профиля. 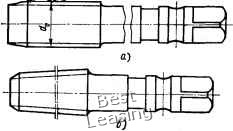 Рис. 17. Машинные метчики: а - для цилиндрических резьб, б - для конических резьб 0 1 2 3 4 5 6 7 8 9 10 11 [ 12 ] 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |