

|
|

|
Промышленный лизинг
Методички
§ IS. КОМПЛЕКТЫ РАСТОЧНОГО ИНСТРУМЕНТА Для обработки на расточных станках соосных отверстий корпусных деталей часто применяют специальные комплекты расточного инструмента, состоящие из специального и нормализованного ин--струмента, оправок и борштанг. В спецификации такого комплекта указывается порядковый номер, наименование, количество, материал и обозначение инструмента. Кроме спецификации специального комплекта дается схема обработки, которая содержит изображение каждой позиции инструмента с указанием поверхностей и размеров обработки. Схема обработки дает наглядное представление о последовательности и содержании технологических переходов и характере применяемого инструмента, одновременно облегчая комплектование инструмента по технологическому процессу. Специальный инструмент проектируется применительно к конкретным геометрическим формам и размерам обрабатываемых поверхностей детали. К числу специальных инструментов, относятся: комбинированный инструмент, фасонные резцы, инструмент оригинальной конструкции и нестандартных размеров. В качестве примера специального расточного инструмента на рис. 18, а изображена специальная цековка для одновременной обработки отверстий диаметром 72 и 41 мм с направлением по диаметру 32 мм, а на рис. 18, б - насадная развертка для борштанги диаметром 240П1 с пластинками твердого сплава, ВК2 для обработки чугуна со смазкой керосином. 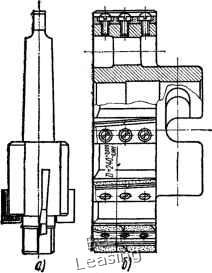 Рис 18. Специальный расточный инструмент: о - двуступенчатая цековка, б - развертка для борштанг диаметром 240П1 с пластинками твердого сплава BK2 Контрольные вопросы 1. Назовите основные типы расточных резцов и объясните их назначение. 2. Назовите основные элементы расточных блоков. 3. Какие углы заточкн применяются для расточных резцов с пластинкой твердого сплава при обработке стали средней твердости, чугуна средней твердости? 4. Перечислите основные части и элементы сверла, формы заточки режущей части сверла. 5. В чем состоят правила заточки сверла? 6. Каково назначение зенкера, развертки? 7. Назовите основные виды разверток. 8. Какие углы заточки имеют торцовые фрезы, оснащенные твердым сплавом? 9. В каких случаях применяются специальные комплекты расточного инструмента? Глава IV ПРИНАДЛЕЖНОСТИ, ПРИСПОСОБЛЕНИЯ И ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ РАСТОЧНЫХ РАБОТ § 16. УНИВЕРСАЛЬНЫЕ КРЕПЕЖНЫЕ ПРИНАДЛЕЖНОСТИ Универсальные крепежные принадлежности применяются для установки и крепления деталей на станках. Установка деталей производится с помощью мерных подкладок, угольников, упоров, домкратов, призм и подставок. Крепление деталей осуществляется прижимами, распорными винтами, прихватами, зажимными винтами, с использованием шпилек н сухарей. Мерные подкладки разной высоты (рис. 19, а) служат для опоры детали при установке ее на стол станка или к угольнику. Подкладки изготовляют из закаленной стали или отливают из чугуна. Комплект подкладок одного размера выполняется в один размер по высоте и клеймится. Угольники (рис. 19, б) служат для опоры и крепления детали к вертикальной плоскости. Угольники отливают из чугуна. Опорные плоскости обрабатывают строго под углом 90°. Упоры (рис. 19, е) применяют для установки опорной плоскости детали параллельно пазам стола без дополнительной выверки деталей. Упоры закрепляют в пазах стола, после чего деталь с помощью клина или винтового прижима прижимается базовой поверхностью к уйорам. Домкраты (рис. 19, г, д) используют для установки деталей по черным (необработанным) базовым поверхностям и обработанным с выверкой по разметочным рискам. При наличии предварительно обработанных базовых поверхностей выверка производится по этим поверхностям. Конструкцию домкрата выбирают в зависимости от массы детали, характера базовой поверхности и требуемой точности выверки. Призмы (рис. 19, е, ж) применяют для установки деталей с цилиндрической или радиусной базой и могут быть нерегулируемыми и регулируемыми. Регулируемые призмы допускают выверку по разметочным рискам, расположенным под углом 90°, когда базовые поверхности не обработаны или имеют разный диаметр. Если базовые шейки обработаны и имеют одинаковый диаметр, применяют жесткие нерегулируемые призмы. Подставки (рис. 19, з, и) являются опорой для прихватов. Комплект подставок можно уменьшить применением универсальных конструкций, допускающих регулировку высоты опоры.
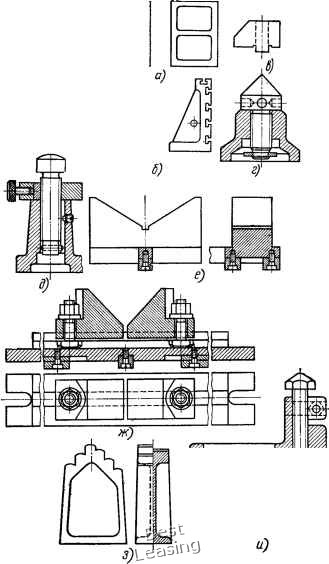
Рис. 19. Принадлежности для установки деталей на расточных станках: а - подкладка чугунная, б - угольник, в - уйор, г - домкрат для черных баз, д - домкрат для обработанных баз, е - призма нерегулируемая, ж - призма регулируемая, з - подставка ступенчатая, и - подставка раздвижная 0 1 2 3 4 5 6 7 8 9 10 11 12 [ 13 ] 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |
||||||||||||||||||